
Tooling Cost Casting China: Real Numbers, Hidden Fees & How to Stop Overpaying
Tooling Cost Casting China: Real Numbers, Hidden Fees & How to Stop Overpaying
Back in 2019, I watched a client sign a $42,000 tooling quote for a ductile iron casting. The supplier looked solid — ISO 9001, nice website, English-speaking sales team. Six months later, the mold cracked after 800 cycles. The supplier blamed "improper use." No warranty. No refund. Forty-two thousand dollars gone.
Here's the thing: that mold should have cost $28,000. The steel was wrong. The heat treatment was skipped. And the supplier knew exactly what they were doing.
I've been sourcing castings from Asia for 18 years. I've seen tooling quotes from $1,500 to $150,000. I've watched buyers overpay by 30-50% simply because they didn't know the right questions to ask.
This guide is what I wish someone had handed me in year one. Real numbers. Real supplier tactics. And a 5-step validation process that's saved my clients $5,000 to $15,000 per mold — every single time.
---
The Real Cost Breakdown — By Casting Process
Let's kill the guesswork first. Here's what you're actually looking at for tooling costs in China. These are ranges I've seen across hundreds of projects — not theoretical numbers.
| Casting Process | China Tooling Cost | US Tooling Cost | Savings vs US |
|----------------|-------------------|-----------------|---------------|
| Sand Casting (Pattern) | $1,500 – $6,000 | $5,000 – $20,000 | 60-70% |
| Investment Casting (Die) | $3,000 – $15,000 | $10,000 – $40,000 | 55-65% |
| Die Casting (Mold) | $8,000 – $50,000 | $20,000 – $120,000 | 50-60% |
| Permanent Mold Casting | $4,000 – $12,000 | $12,000 – $35,000 | 55-65% |
| Lost Foam (Pattern) | $2,000 – $8,000 | $6,000 – $25,000 | 55-65% |
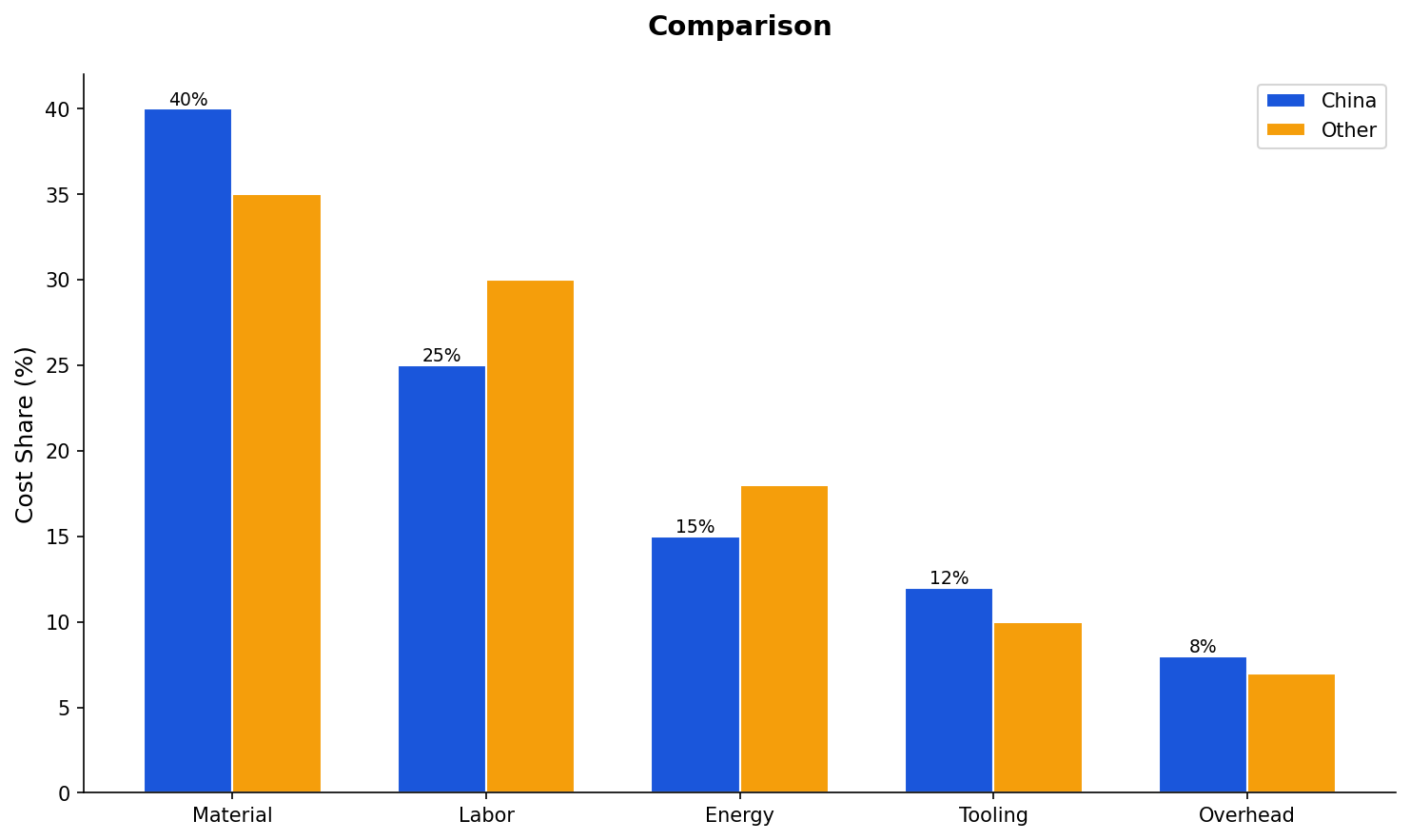
Three things jump out from this table. First, China is consistently 50-70% cheaper on tooling. Second, the range is wide — a $50,000 die casting mold and an $8,000 one can look similar on paper but perform completely differently. Third, the cheapest quote is often the most expensive in the long run.
What Drives the Range?
Part complexity is the biggest swing factor. A simple sand casting pattern for a pump housing might run $1,800. A complex die casting mold for an automotive transmission housing with multiple slides and cores? That's $45,000+.
Cavity count matters too. A single-cavity mold might cost $12,000. A four-cavity mold for the same part could hit $35,000. You're paying for more steel, more machining time, and more complexity in cooling channel design.
Steel grade is where suppliers cut corners. H13 is standard for die casting molds. But I've seen suppliers quote H13 and deliver 45# carbon steel — a difference of $3,000-$5,000 in material cost alone. The 45# mold will crack in half the cycles.
Surface finish requirements add cost fast. A mirror polish (SPI A-1) can add $2,000-$4,000 to a die casting mold compared to a standard machine finish.
---
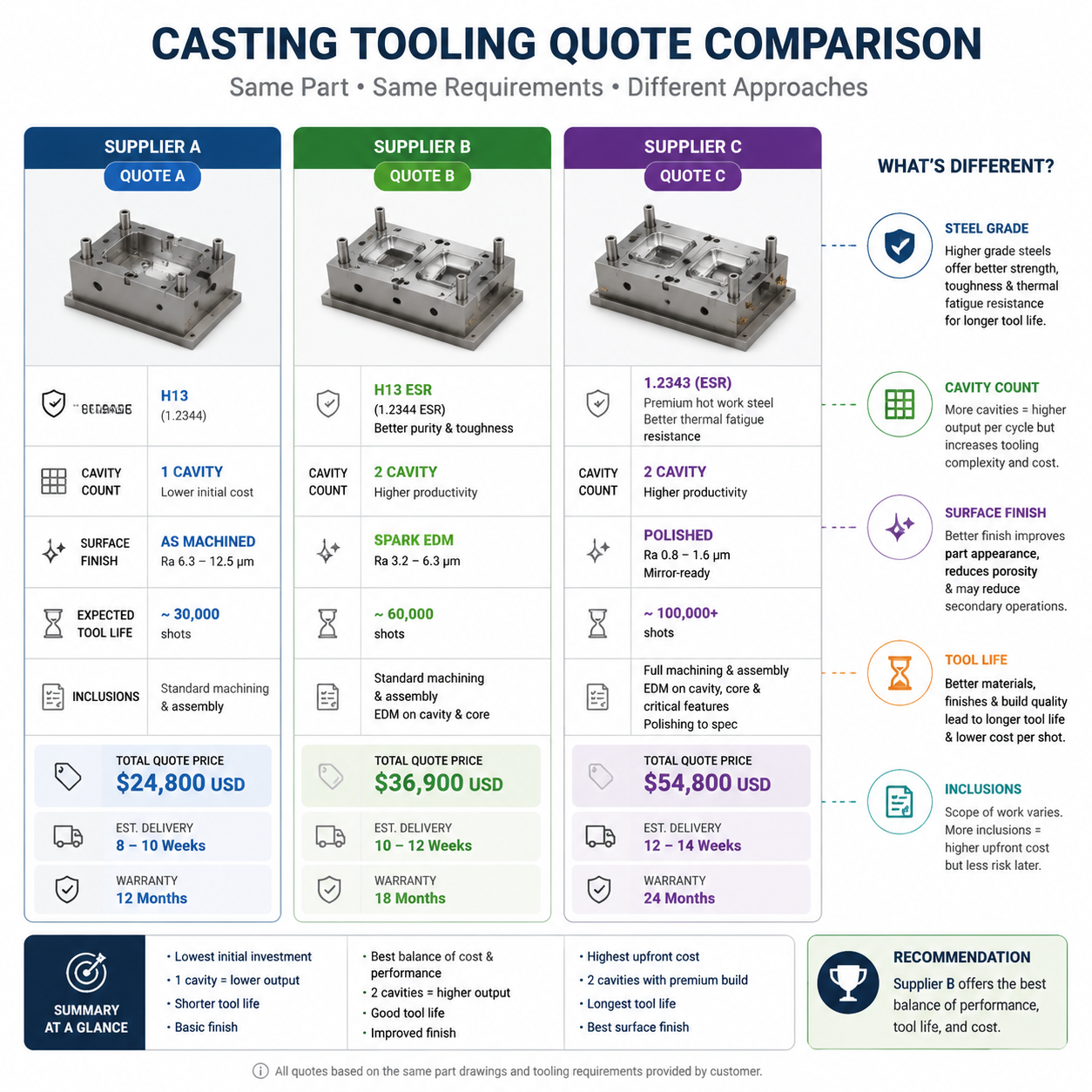
Why the Same Part Gets 3 Completely Different Quotes
You send one RFQ to three Chinese suppliers. You get back $12,000, $22,000, and $35,000. Your first thought? "Someone's ripping me off."
Not necessarily. Here's what's actually happening.
1. Steel Grade Substitution
Supplier A quotes H13. Supplier B quotes 2344 (higher quality). Supplier C quotes 45# with "H13 equivalent" in parentheses.
Supplier C is either lying or hoping you won't check. H13 and 45# are not equivalent. Not even close. The raw material cost difference alone is $2-$4 per kilogram.
Real example: A client in Ohio got quotes for a die casting mold for an automotive bracket. The $12,000 quote used 45# steel. The $22,000 quote used H13. The mold failed at 12,000 cycles. H13 would have delivered 80,000+.2. Cavity Count Assumptions
Supplier A quotes a single-cavity mold. Supplier B quotes two cavities. Supplier C quotes four.
You didn't specify cavity count in your RFQ. Each supplier made their own assumption. Single-cavity is cheaper upfront. Multi-cavity gives lower per-part cost but higher tooling investment.
Which one is right? It depends on your annual volume. Under 10,000 parts? Single cavity. Over 50,000? Multi-cavity pays off.
3. Surface Finish Scope
"What finish do you want?" is a question most buyers don't answer clearly.
Supplier A assumes standard machining finish (included). Supplier B assumes SPI B-1 (fine polishing, extra $1,500). Supplier C assumes SPI A-1 (mirror finish, extra $3,500).
You compare the three quotes and think Supplier C is expensive. But Supplier C is the only one who included the finish you actually need for a visible exterior part.
4. Profit Margin Strategy
Here's the one nobody talks about. Some suppliers front-load profit into tooling. Others keep tooling low and make margin on production piece price.
I've seen suppliers quote tooling at $8,000 with a $2.50 piece price, while another quotes $15,000 tooling with $1.80 piece price. Both make the same total profit over 50,000 parts — but the cash flow looks different.
You need to evaluate tooling + piece price together. Total cost of ownership. Not just the tooling number.
---
Hidden Fees That Bleed Your Budget
The quoted price is never the final price. Here are the fees Chinese suppliers don't put in writing — and what they actually cost.
1. Engineering Change Orders
You send a 2D drawing. The supplier models it in 3D and finds three interferences. They call you. "We need to modify the design."
That's a change order. $200 to $800 per revision. If you have five revisions in a complex part, that's $4,000 you didn't budget for.
How to avoid it: Start with a complete, validated 3D model. Don't rely on the supplier to catch your design issues.2. Trial Run Fees
First shot. Second shot. Third shot. Each trial run costs $500 to $2,500. If the tooling needs adjustments, you're paying per session.
I've seen projects with 7 trial runs — $17,500 in trial fees alone.
How to avoid it: Specify in the contract: "All trial runs until PPAP approval included in tooling cost." Some suppliers will agree. Most won't. But at least you know upfront.3. Sample Shipping
The supplier ships samples to you for approval. Air freight from Shanghai to Chicago: $150-$500 per shipment. If you need three rounds of samples, that's $1,500.
How to avoid it: Ask them to include "first sample shipping" in the tooling quote. Or consolidate samples with other projects.4. Material Certification & Testing
You want a material certificate? That's $100-$300. Dimensional inspection report? $200-$500. Mechanical testing? $300-$1,000.
These aren't expensive individually. But they add up fast, especially if the supplier issues them reluctantly and only after you chase them.
How to avoid it: Put certification requirements in the RFQ. "All test reports and material certs must be included in the tooling cost."5. Mold Storage Fees
Your tooling is finished. You're not ready for production yet. The supplier stores your mold. At $50 to $200 per month.
Over 12 months, that's $600 to $2,400 for storage. And if you forget about it? It keeps adding up.
How to avoid it: Specify a free storage period (90 days) in the contract. And set a reminder to move the mold to production or ship it to your facility.6. Steel Grade "Upgrades"
This one's sneaky. The supplier quotes with 45# steel. Then they say, "We recommend H13 for better life." That's a $2,000-$5,000 upgrade.
Was the original quote deliberately low? You decide.
How to avoid it: Specify the exact steel grade in your RFQ. ASTM H13, DIN 1.2344, or whatever your engineering team requires. Don't leave it to supplier recommendation.
---
The 5-Step Validation Process That Saves $5K-$15K Per Mold
I've used this process on every tooling project for the last 10 years. It's not complicated. But skipping any step costs money.
Step 1: Request the Steel Grade Certificate
Don't ask. Require. "Provide mill test certificate for all tooling steel before we cut POs."
Send this in your PO terms. Not after you've already paid the deposit.
What to check: The certificate should show the exact ASTM or DIN grade. Heat number. Chemical composition. If the supplier hesitates or sends a "certificate of compliance" instead of a mill test report, red flag.Step 2: Get Multi-Cavity Quotes Side by Side
Send your RFQ with a clear cavity count specification. "I need a 2-cavity mold for annual volume of 80,000 parts."
Then ask every supplier to quote: 1-cavity, 2-cavity, and 4-cavity. Compare the delta. If the jump from 1 to 2 cavities costs 30% more mold but doubles output, that's usually worth it.
Watch for: Suppliers who quote 1-cavity as a starting point and offer no alternative. They're either inexperienced or trying to win on low price.Step 3: Put Surface Finish in Writing
"SPI B-2 finish on all visible surfaces. SPI C-1 on non-visible surfaces. Include polishing in tooling cost."
Don't say "good finish." That means different things to different people. SPI standards are universal in the mold industry. Use them.
What it costs: SPI B-2 adds about $1,000-$2,000 vs standard machining. SPI A-1 adds $2,500-$5,000. Know what you need and pay for exactly that.Step 4: Verify Heat Treatment
This is the most skipped step. I've seen molds that were "heat treated" but never actually went through the process.
What to require: Send the hardness test report with the mold. Request Rockwell C hardness for die casting molds (HRC 48-52 for H13). Request Brinell hardness for sand casting patterns. Real story: A client's mold failed at 800 cycles. We tested the hardness. HRC 32. H13 should be HRC 48-52. The supplier had skipped heat treatment entirely. $28,000 mold. Dead in 800 cycles.Step 5: Get Warranty in Writing
"Warranty is 1 year or 50,000 cycles, whichever comes first. Covers material defects, premature wear, and workmanship issues."
If the supplier balks, walk. A reliable tooling maker stands behind their work. 50,000 cycles is standard for H13 die casting molds.
What to watch for: Vague warranty language like "reasonable use" or "normal wear and tear." These are escape clauses. Push for specific numbers.
---
Frequently Asked Questions
How much does casting tooling cost in China?
For sand casting patterns: $1,500–$6,000. For investment casting dies: $3,000–$15,000. For die casting molds: $8,000–$50,000+. Permanent mold casting runs $4,000–$12,000. The range depends on part complexity, cavity count, steel grade, and surface finish requirements.
Your best approach: Send a detailed RFQ with all specs spelled out. The more vague your RFQ, the wider the quote range you'll get back.
Why do Chinese suppliers quote such different prices for the same tooling?
Four main reasons. (1) Steel grade substitution — some quote H13 but deliver 45# steel. (2) Cavity count assumptions — one supplier quotes single-cavity, another multi-cavity. (3) Surface finish scope — polishing included or not. (4) Profit margin strategy — some front-load profit in tooling, others spread it across casting production.
Always ask for a line-item breakdown to see what you're paying for.
What are common hidden fees in Chinese casting tooling?
Engineering change orders ($200–$800 per revision), trial run fees ($500–$2,500 per session), sample shipping ($150–$500 per shipment), material certification ($100–$300), mold storage ($50–$200/month), and steel grade upgrades ($2,000–$5,000).
Get every fee itemized in the quote. If it's not in writing, plan for it to cost extra.
How can I verify tooling steel grade from a Chinese supplier?
Request a mill test certificate before you make payment. The certificate must show the heat number, chemical composition, and ASTM/DIN grade. If the supplier sends a "certificate of compliance" instead, that's not enough — a mill test report comes from the steel mill, not the tooling shop.
Random spot testing during mold tryout is also smart. A portable hardness tester costs $300 on Amazon. Use it.
What's the typical tooling warranty in China?
Industry standard is 1 year or 50,000 cycles for die casting molds in H13 steel. For sand casting patterns, 1 year or 10,000 cycles is normal. Investment casting dies typically carry 1 year or 20,000 cycles.
Anything less than these numbers should be a red flag. Get the warranty in the contract, not just a verbal promise.
Should I separate tooling cost from piece price?
Yes. Always. If tooling is bundled into piece price, you lose ownership clarity and negotiating leverage. You want a clear: "Tooling: $X. Piece price: $Y. Both separate."
This also protects you if you need to move production to a different foundry later. You own the tooling. You decide where it goes.
How long does casting tooling take to manufacture in China?
Sand casting patterns: 2–4 weeks. Investment casting dies: 4–8 weeks. Die casting molds: 6–12 weeks. Complex molds with slides, cores, and tight tolerances can take 14–16 weeks.
Add 2–3 weeks for first article sampling. And another 2 weeks for shipping by sea. Plan for 3–4 months total on your first project.
Do I own the tooling if I pay for it?
Legally, yes — if you have a contract that says so. But I've seen disputes where suppliers held tooling hostage for unpaid production orders.
Best practice: Your purchase order should explicitly state: "Tooling remains property of [your company]. Supplier shall release tooling upon request within 30 days of final payment."Send this term in the PO. Have it countersigned. And keep a record.
Can I use Chinese tooling with a local foundry?
Yes, but with caution. Chinese tooling often uses metric standards, different ejector pin sizes, and non-standard cooling connections. A US foundry may need adapters or modifications.
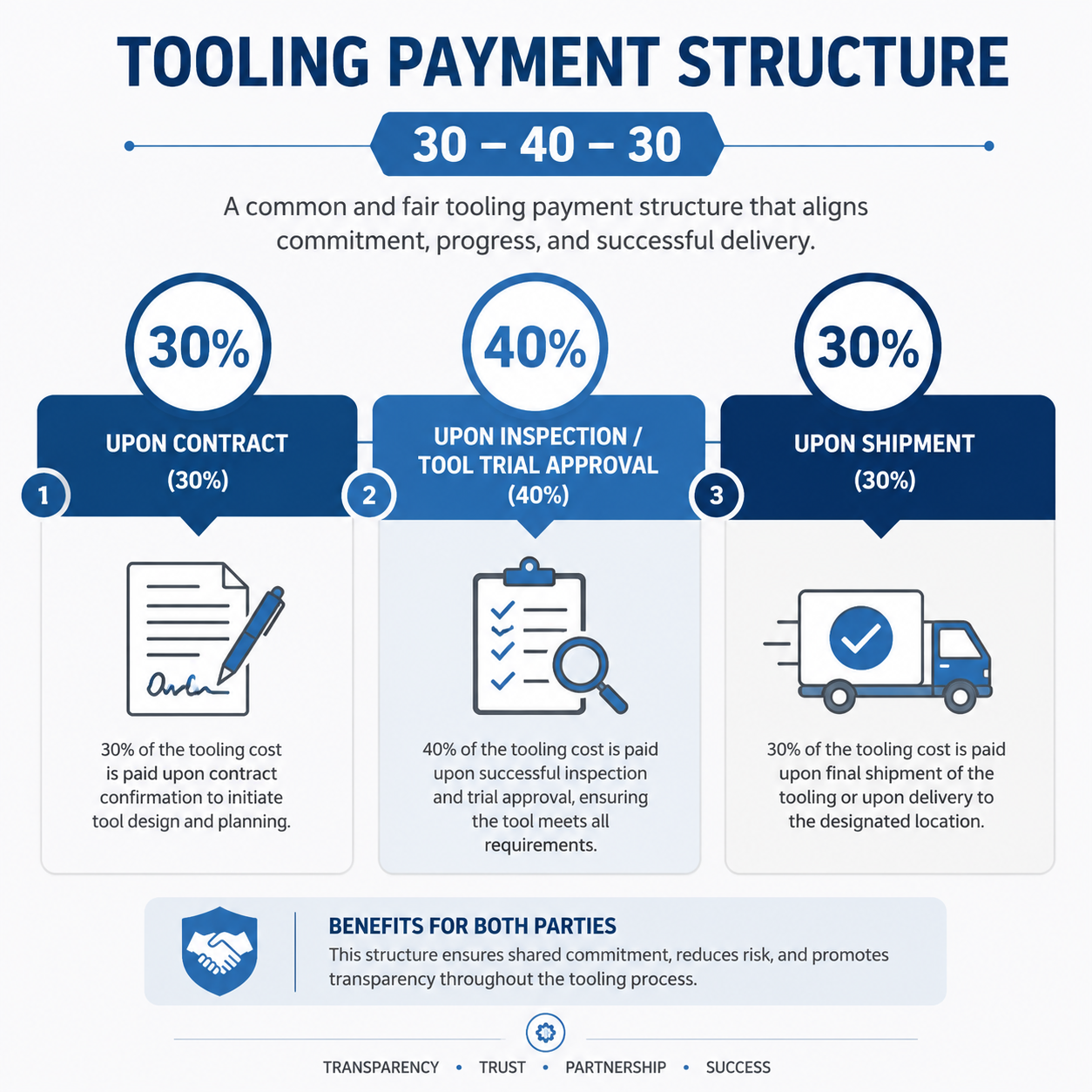
What to do: Specify in the RFQ that tooling must comply with DME or HASCO standards. These are global standards that most foundries worldwide can work with.What's the best payment structure for tooling in China?
30% deposit with PO. 40% on first article approval. 30% on final inspection and before shipment.
This structure protects both sides. The supplier has incentive to deliver quality to get full payment. You're not exposed beyond 30% if something goes wrong.
Never pay 100% upfront. I don't care how good the supplier's website looks.
---
Your Next Move
You've got the numbers. You've got the process. Now you need to execute.
Here's what I'd do if I were staring at a new casting tooling project tomorrow:
1. Write a detailed RFQ — steel grade, cavity count, surface finish SPI standard, warranty terms, and certification requirements. Don't leave anything to interpretation.
2. Send to 5 qualified suppliers — not 20. You want quality responses from ISO-certified shops with experience in your industry.
3. Run the 5-step validation on every quote. No shortcuts. The $15,000 you save on one mold pays for your entire sourcing trip to China.
4. Separate tooling and piece price — get both in writing. And make sure you own the tooling.
I source 200+ casting projects every year. The buyers who follow this process pay fair prices, get quality tooling, and don't end up with $42,000 paperweights.
If you want help validating a tooling quote or finding the right supplier for your next project, I've put together a Tooling Quote Comparison Template — it walks you through each step, with questions to ask and what to look for in the responses.
You can also send me your current tooling quote. I'll tell you within 24 hours if it's fair, inflated, or a disaster waiting to happen. No charge. No obligation.
Because the worst tooling deal is the one you don't know you're overpaying for.
Robert Davis is a Procurement Manager with 18 years of experience sourcing castings from Asia for US and European OEMs. He has helped clients save over $2.3 million in tooling costs through transparent sourcing and supplier validation.
---
Article Metadata
Meta Title: Tooling Cost Casting China: Real Numbers, Hidden Fees & How to Stop Overpaying Meta Description: Stop guessing on casting tooling costs in China. Robert Davis breaks down real quotes, hidden fees suppliers don't tell you, and a 5-step validation process that saves $5K-$15K per mold. Target Keywords: tooling cost casting china, casting tooling cost china, tooling cost for casting, china casting tooling price, hidden fees casting tooling china Internal Links:- /blog/casting-supplier-validation-checklist
- /services/tooling-management
- /blog/die-casting-vs-investment-casting-cost
Need Help with Tooling Cost Casting China: Real Numbers, Hidden Fees & How to Stop Overpaying?
Get matched with 3 verified foundries in 24 hours. No markup, transparent pricing.
Request Quotes →