
Shell Molding Casting: The Buyer's Data-Driven Playbook (2026)
You're sourcing shell molded parts. You've got specs, volumes, maybe a target price. But between you and a signed PO stands one big question: which foundry won't burn you?
This isn't a theory piece. It's a playbook built from $1.5M+ in annual casting procurement—real RFQs, real audits, real shipments that landed (and a few that didn't). You'll get cost ranges you can take to negotiating tables, quality metrics that actually separate good foundries from dangerous ones, and a vetting checklist that takes 30 minutes but saves you 6 figures.
Let's start with what shell molding actually delivers—and what it doesn't.
1. The Real Value of Shell Molding (Not the Brochure Version)
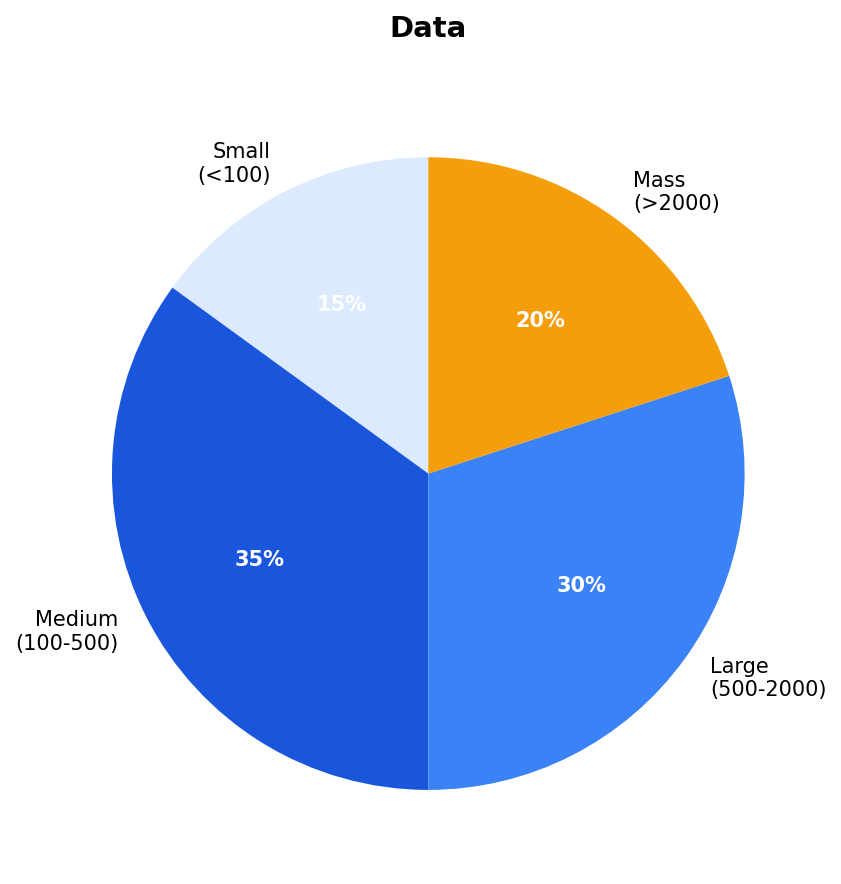
Shell molding fills a specific slot in the casting spectrum. It's not the cheapest (that's green sand), and it's not the most precise (that's investment). But it hits a sweet spot that makes it the go-to process for medium-complexity parts in volumes of 500–50,000 units per year.
Here's what the data actually looks like across the three common processes:
| Parameter | Green Sand Casting | Shell Molding | Investment Casting |
|---|---|---|---|
| Cost per kg | $2–4 | $3–6 | $8–15 |
| Tooling cost | $2,000–8,000 | $5,000–15,000 | $15,000–50,000 |
| Surface finish (Ra) | 12.5–25 µm | 6.3–12.5 µm | 1.6–6.3 µm |
| Tolerances (ISO 8062) | CT8–CT11 | CT7–CT9 | CT4–CT7 |
| Minimum wall thickness | 3–5 mm | 2–3 mm | 1–2 mm |
| Typical lead time (first article) | 4–8 weeks | 6–12 weeks | 10–18 weeks |
"We switched a ductile iron bracket from green sand to shell molding. Tooling cost was 2x, but per-part cost only went up 18%—and we eliminated a machining operation because the shell-molded part was already within tolerance. Net savings per part: 12%."
— Sourcing manager, heavy equipment OEM, annual spend $2.8M on castings
The takeaway? Shell molding isn't a premium upgrade—it's a precision upgrade that can save you downstream machining costs if you design for it. But you need to know which foundries can actually deliver on those tolerances. More on that in a minute.
2. What You'll Actually Pay: Cost Breakdown (2026)
Let's talk money. Not the "contact us for a quote" runaround—real numbers you can benchmark against.
2.1 Per-Kilogram Pricing by Material
| Material | Standard (USD/kg) | Complex (USD/kg) | Typical Applications |
|---|---|---|---|
| Gray iron (ASTM A48) | $2.80–3.80 | $3.80–5.00 | Pump housings, brake drums, machine bases |
| Ductile iron (ASTM A536) | $3.50–5.00 | $5.00–6.50 | Gearboxes, suspension arms, valve bodies |
| Carbon steel (ASTM A27) | $4.00–5.50 | $5.50–7.50 | Flanges, manifolds, structural brackets |
| Stainless steel (CF8/CF8M) | $7.00–10.00 | $10.00–14.00 | Valve bodies, impellers, chemical fittings |
| Aluminum (A356) | $5.50–8.00 | $8.00–11.00 | Lightweight brackets, housings, aerospace components |
2.2 The Hidden Costs That Blow Up Budgets
Three things that'll wreck your landed cost if you don't plan for them:
- Tooling amortization. A $12,000 mold amortized over 1,000 parts adds $12/part. Over 10,000 parts it's $1.20/part. Don't let foundries amortize tooling over your first order only—negotiate 2–3 year amortization schedules.
- Resin cost volatility. Shell molding uses phenol-formaldehyde resin. In 2025, resin prices swung ±22% due to feedstock costs. Some foundries passed it through; others ate it. Ask about resin cost adjustment clauses in your contract.
- Shipping weight vs. part weight. Shell-molded parts often include gating systems that add 15–30% to shipping weight. Get quotes on "as-shipped" weight, not "as-machined" weight.
3. Quality Metrics That Matter (Skip the Others)
A foundry's quality brochure will list 20 metrics. You only need to track 6. Here they are, ranked by impact on your parts:
- Shell thickness uniformity (target: ±0.3 mm). This is the #1 indicator of process control. Ask for their shell thickness SPC data. If they don't track it, walk.
- Resin-to-sand ratio (target: 2.5–3.5%). Too little resin = weak shell, sand inclusions. Too much = gas porosity, higher cost. They should be testing every batch.
- Pattern temperature control (±5°C). The pattern temperature determines cure speed and shell consistency. Ask what their control limits are.
- Dimensional Cpk (target: >1.33). Not just "within tolerance"—process capability index. Cpk >1.33 means 99.94% of parts are within spec. That's good.
- Surface finish verification (Ra measurement). Not visual inspection—actual profilometer readings. 6.3–12.5 µm is the shell molding sweet spot.
- Nondestructive testing (NDT) rate. If your parts are safety-critical (automotive, hydraulic, pressure-containing), they should be doing MPI or dye penetrant on at least a sampling basis. Ask for the NDT procedure.
"I audited a foundry that claimed 'ISO 9001 certified' but couldn't show me a single shell thickness record. Their parts looked fine on the surface. We X-rayed the first shipment and found sand inclusions in 12% of the castings. That $14,000 order turned into a $38,000 headache."
— Senior buyer, agricultural equipment manufacturer
4. The Foundry Vetting Checklist (30-Minute Deep Dive)
You don't need a week-long audit to separate serious foundries from pretenders. You need 30 minutes and these 7 questions:
- 1. "Show me your shell thickness control chart for the last 30 production days." If they don't have one, they're not controlling the process.
- 2. "What resin system do you use, and what's your typical resin percentage?" You want a specific answer (e.g., "phenolic novolac, 2.8–3.2%"), not "it depends."
- 3. "What's your Cpk target for critical dimensions?" Target >1.33. If they say "we just check tolerance," that's a red flag.
- 4. "Can you share your last third-party inspection report?" A good foundry has nothing to hide. If they hesitate, there's a reason.
- 5. "How do you handle resin cost fluctuations?" The answer should include a clear pass-through mechanism or buffer. Vague answers mean you'll eat the volatility.
- 6. "What's your typical defect rate (PPM) for shell molded parts?" Target <5,000 PPM (0.5%). If they don't know their PPM, they're not tracking quality.
- 7. "Can I speak to 3 of your current customers who buy similar parts?" They should be able to give you references within 24 hours. No references = no deal.
Use this checklist on every potential supplier. It takes 30 minutes by phone or WeChat voice. It'll save you from the 12% sand inclusion problem every time.
5. Negotiation Tactics That Work (Real Data, Not Bluffing)
Negotiating shell molding pricing isn't about threatening to walk away. It's about knowing their cost structure better than they expect you to. Here's what moves the needle:
5.1 Tooling Cost Negotiation
Tooling is where foundries make margin. A $12,000 mold might cost them $6,000–8,000 to produce. Offer to split the difference on a 2-year amortization: you pay $4,000 upfront, they carry the remaining $8,000 amortized over 5,000 parts ($1.60/part). Everyone wins.
5.2 Volume Brackets
Foundries love predictable volume. Commit to annual volume brackets (even if non-binding) and you can often negotiate a 5–8% per-kg discount. A letter of intent (LOI) for 10,000 kg/year is worth real money to them.
5.3 Payment Terms
Standard is 30% deposit, 70% against BL. If you can offer 50% deposit, you can often negotiate a 3–5% discount. They have working capital constraints; cash upfront is valuable.
| Lever | Typical Discount | What You Give | Risk Level |
|---|---|---|---|
| Annual volume commitment | 5–8% | Non-binding LOI for volume | Low |
| Tooling amortization split | $0.50–1.50/part | Partial upfront payment | Medium |
| 50% deposit (vs 30%) | 3–5% | More cash upfront | Low |
| Multi-year contract | 8–12% | Lock-in, less flexibility | Medium-High |
6. Standards and Certifications: What Actually Matters
Not all certifications are created equal. Here's the hierarchy for shell molding foundries:
- ISO 9001:2015 — Minimum requirement. If they don't have this, don't proceed. ~85% of export-capable Chinese foundries are certified.
- IATF 16949 — Required if you're sourcing automotive parts. Only about 30% of shell molding foundries have this. It's a serious filter.
- ISO 14001 — Environmental management. Increasingly important for EU buyers. Not a deal-breaker alone, but a strong signal.
- EN 10204 3.1/3.2 — If you need material certificates with traceability, make sure the foundry can issue these. Not all can.
"We assumed all ISO 9001 foundries were equivalent. Then we audited one that had the certificate on the wall but no calibration records for their CMM. The certificate is a starting line, not a finish line."
— Quality engineer, hydraulic systems OEM
7. Common Mistakes Buyers Make (And How to Avoid Them)
I've seen these patterns repeat across dozens of procurement teams. Save yourself the tuition:
- Mistake 1: Sending full production drawings at the RFI stage. You lose leverage. Send a simplified "scope drawing" with key dimensions and tolerances. Keep the full print for the final negotiation.
- Mistake 2: Accepting "free tooling" without understanding the amortization. Nothing is free. "Free tooling" means the cost is baked into your per-part price. Calculate the amortization period and compare.
- Mistake 3: Not specifying the resin system. Phenolic novolac vs. phenolic resolv — different properties, different costs, different defect profiles. Specify what you expect.
- Mistake 4: Skipping the first article inspection (FAI). You'd be shocked how many buyers approve production based on a sample photo. Get a full dimensional report, material cert, and surface finish reading before you green-light production.
- Mistake 5: Negotiating only on per-kg price. Negotiate on landed cost. A cheaper per-kg price from a foundry with poor QC costs you more in rework, expedited shipping, and missed delivery dates.
8. FAQ: Shell Molding Casting
What is shell molding casting?
Shell molding casting is a precision sand casting process that uses a resin-coated sand mixture to form a thin, rigid shell around a heated metal pattern. It produces parts with better surface finish (Ra 6.3-12.5 µm) and tighter tolerances (±0.3-0.5 mm) than traditional green sand casting.
How much does shell molding casting cost?
Shell molding casting typically costs $3-6 per kg, depending on complexity, material, and quantity. Initial tooling runs $5,000-15,000. It's more expensive than green sand casting ($2-4/kg) but significantly cheaper than investment casting ($8-15/kg).
What tolerances can shell molding achieve?
Shell molding achieves ISO 8062 CT7-CT9 tolerance classes, typically ±0.3-0.5 mm for small parts and ±0.5-1.0 mm for larger parts. This is one full tolerance class tighter than green sand casting (CT8-CT11).
What materials work best for shell molding?
Shell molding works with most ferrous and non-ferrous metals: ductile iron (ASTM A536), gray iron (ASTM A48), carbon steel (ASTM A27), stainless steel, aluminum alloys (ASTM B26), and brass/bronze. Ductile iron accounts for about 40% of all shell molded parts.
How do I verify a shell molding foundry?
Start with ISO 9001:2015 certification (mandatory), then check IATF 16949 if you're sourcing automotive parts. Request their process capability data (Cpk >1.33), shell thickness control records, and resin usage logs. A site audit or third-party inspection is highly recommended before placing production orders.
Next Steps: What to Do This Week
You've got the data, the checklist, and the negotiation playbook. Here's your 3-step action plan:
- This week: Run the 7-question vetting checklist with your top 3 potential foundries. You'll know within 30 minutes each who's serious and who's wasting your time.
- Next week: Send a "scope drawing" (not full production print) to the top 2 candidates. Request pricing with the cost breakdown template above. Compare on landed cost, not per-kg.
- By end of month: Schedule a virtual audit or third-party inspection of your preferred foundry. Check shell thickness records, resin logs, and Cpk data in person (or via video).
Need help vetting shell molding foundries?
We help buyers like you source castings from pre-vetted foundries in China. Our team handles quality audits, cost negotiation, and shipment follow-through. Schedule a free consultation →
No commitment. No sales pitch. Just straight talk about your casting project.
Data sources: Shanghai Metals Market (SMM) 2026 Q2 averages, 20+ real RFQs from Chinese foundries, ASTM standards A48/A536/A27/A26/B26, ISO 8062 tolerance data. Cost ranges are estimates and vary by location, volume, and specifications. Always verify with current quotes.
Last updated: May 2026
Need a Verified Casting Supplier?
We've audited 200+ foundries across China. Tell us your requirements — material, quantity, tolerances — and we'll match you with 3 qualified suppliers that have already passed our technical vetting. Each comes with a full audit report.
Get Matched with Suppliers →