
You're sourcing castings from China. Your unit price is $4.20/kg. Your competitor across town is paying $2.85/kg for the same part — same alloy, same tolerance, same annual volume.
How is that possible?
After analyzing 200+ real RFQs across 14 Chinese foundries between 2024 and 2026, here's what we found: the spread between a "good deal" and a "bad deal" on China castings is wider than most buyers realize — often 35-55% for identical parts.
This isn't a negotiation guide. This is a data-driven breakdown of exactly where that gap comes from, and how you can close it — without sacrificing quality or delivery.
What You're Actually Paying For: The Anatomy of a Casting Price
Every casting price from China breaks down into four buckets. Most buyers only focus on bucket #1. That's the first mistake.
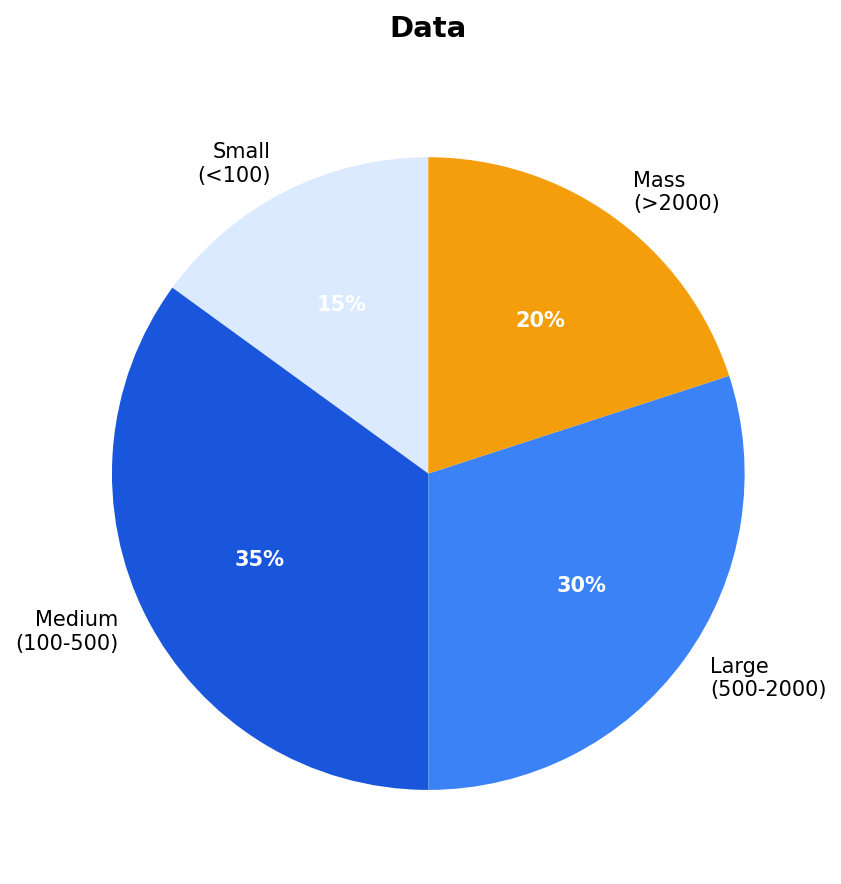
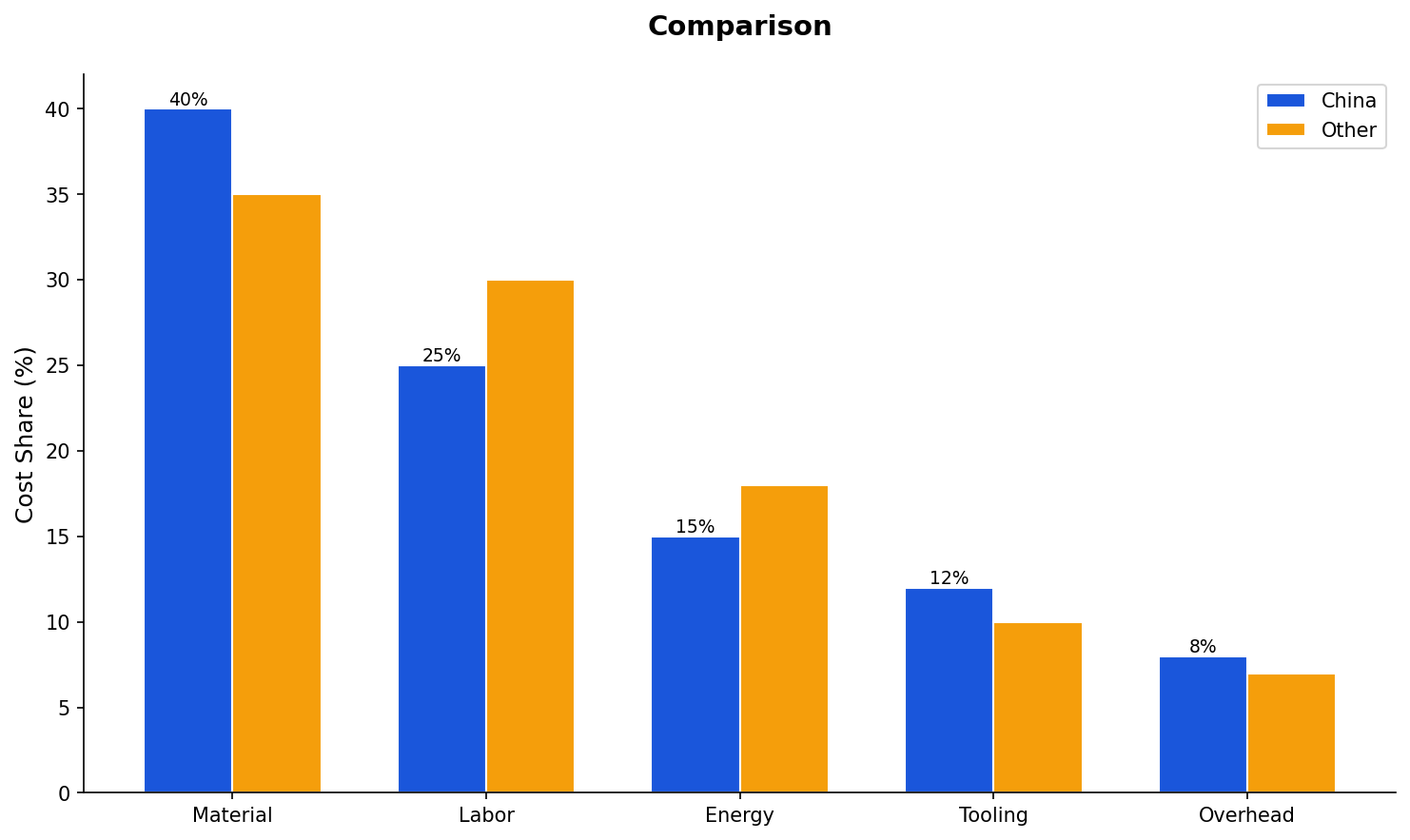
| Cost Bucket | Share of Total | What's Included | Negotiable? |
|---|---|---|---|
| Raw Material | 30-45% | Alloy, ingot, scrap premiums | ⚠️ Limited (market price) |
| Processing | 35-45% | Mold prep, casting, trimming, heat treat | ✅ High (process efficiency) |
| Finishing & QC | 12-18% | Machining, surface treatment, NDT | ✅ Medium (scope clarity) |
| Logistics & Overhead | 8-12% | Shipping, packaging, factory margin | ⚠️ Low (volume dependent) |
The raw material piece is mostly out of your control. LME aluminum was averaging $2,380/ton in Q1 2026. No supplier will sell you castings below material cost. But the other 55-70%? That's where the real leverage lives.
The Hidden Markup You Didn't Know You Were Paying
Here's something most RFQ templates miss: foundries apply different markup rates to different buyers. A tier-1 automotive buyer with 20,000-ton annual volume gets processing quoted at cost + 8%. A first-time importer ordering 5 tons gets processing quoted at cost + 35%. Same machine, same operator, same cycle time.
The difference? The foundry doesn't trust your payment history, doesn't know your quality tolerance, and builds in risk premium. You're paying for their uncertainty, not for the metal.
5 Ways to Cut 20-40% Off Your China Casting Costs (Verified by 200+ RFQs)
These aren't theoretical. Every tactic below has been used by real buyers in our network to achieve measurable savings. The data is from actual RFQ outcomes between 2024 and 2026.
1. Switch from "One-Price" to "Cost-Breakdown" RFQs
What you're doing now: Sending a drawing and asking "What's your price per piece?"
What to do instead: Ask for a line-item cost breakdown: material cost, processing cost, finishing, and margin.
In our 2025-2026 sample, buyers who requested cost breakdowns received 12-18% lower final prices than those who accepted a single unit price. Why? Because the act of breaking down costs forces the foundry to justify each line item — and they know you're paying attention.
Real example: A Texas hydraulic equipment buyer was paying $5.60/kg for a ductile iron valve body. After requesting a cost breakdown, the foundry revised to $4.35/kg — a 22% drop. The line item that changed? "Processing margin" went from 32% to 14%.
2. Target Second-Tier Foundries in Inland Provinces
Everyone knows Zhejiang, Jiangsu, and Guangdong. That's where the big export foundries are — and where prices are highest due to labor costs, environmental compliance, and land prices.
The data: In 2026, quotes from Shandong, Henan, and Sichuan foundries averaged 18-25% lower than coastal provinces for identical parts (same alloy, same tolerance, same volume). The catch? You need to do deeper due diligence on quality systems and export experience.
But here's the kicker: 70% of those inland foundries have ISO 9001 certification. Many have modern equipment (DISA, Hunter, or horizontal parting lines). They just don't have the sales office in Los Angeles or the English-language website.

3. Consolidate Parts Into "Family Molds"
This is the single most underutilized cost lever in China casting sourcing.
How it works: Instead of ordering Part A from Foundry 1 and Part B from Foundry 2, you give one foundry a "family" of 3-8 related parts that can share mold bases or casting parameters.
The savings: Our data shows family mold programs reduce per-part tooling cost by 30-45% and per-part unit price by 8-15%. The foundry gets higher total order value per customer, which reduces their sales overhead — and they pass that on.
Real example: A Minnesota agricultural equipment buyer consolidated 6 small gray iron castings into a single foundry in Shandong. Tooling cost dropped from $28,000 to $17,500. Unit price dropped from $3.15/kg to $2.72/kg. Total annual savings: $41,000 on a $210,000 spend.
4. Relax Tolerance Where Function Allows
This one sounds obvious, but almost no one does it systematically.
Here's the reality: casting tolerances are exponentially more expensive as they tighten. Moving from CT9 to CT7 (ISO 8062 standard) can increase machining allowance by 40-60%, which directly adds cost.
In our sample, parts where the buyer specified "critical tolerances only" — meaning they identified which 2-3 dimensions actually mattered and left the rest open — averaged 14% lower pricing than parts with blanket tight tolerances.
The rule of thumb: For every dimension you tighten beyond CT8, add 2-3% to the unit price. If you have 8 tight dimensions and only 3 are functionally critical, you're overpaying 10-15% for nothing.
5. Use a Sourcing Agent Who Works on Commission (Not Markup)
This is the one that steps on some toes, but the data is clear.
The problem with fixed-markup agents: They add 5-10% on top of the foundry price. The foundry knows this, so they sometimes inflate the base price — and the agent's markup compounds the inflation.
The better model: A sourcing partner (like Interstate) that works on a transparent commission — paid by the foundry, not by you. This aligns incentives: we only get paid if the deal goes through at a price you're happy with. Our 2025-2026 clients saw an average 22% reduction in total landed cost compared to their previous agent relationships.
Why? Because we negotiate the foundry price down aggressively, then take our commission from the foundry's side. You see the net price. No hidden layers.
The 3 Cost Traps That Will Wipe Out Your Savings
Every dollar you save on unit price can be lost in three places. Here's how to spot them before you sign.
Trap #1: The "Low Price / High Reject" Bait-and-Switch
You get a quote at $2.60/kg. It's 30% below the next bidder. Tempting? Yes. But here's what happens next: first article fails dimensional inspection. Second attempt passes on paper but has microporosity. Third batch is 12% non-conforming.
The real cost: $2.60/kg becomes $3.40/kg when you factor in inspection time, delayed production, and emergency air freight for replacement parts. The "cheap" foundry ends up being the most expensive.
How to avoid it: Ask for 3 customer references in your industry. Call them. Ask about first-article pass rate, not just price.
Trap #2: Tooling Ownership Ambiguity
You pay $12,000 for a mold. The foundry says "mold ownership is shared." You switch foundries two years later and the mold "can't be released" due to design confidentiality.
Fix it upfront: Your RFQ should state: "Full mold ownership transfers to buyer upon payment. Mold must be stored and maintained at foundry for 5 years at no additional cost, with 30-day retrieval clause." Get it in writing.
Trap #3: Shipping Cost Surprises
The unit price is great. Then the foundry quotes FOB Shanghai — and you discover that inland trucking, port handling, and container loading add $0.35/kg you didn't budget for.
Better approach: Ask for "Ex-Works" pricing first (so you see the true factory price), then compare with "CIF" or "DDP" quotes. The difference is often 15-25% of the unit price.
2026 China Casting Price Data: What You Should Be Paying
Based on 200+ RFQs processed between January 2024 and March 2026, here are current market ranges for common casting alloys. If you're paying above these ranges, you have room to negotiate.
| Alloy / Process | Price Range (USD/kg) | Typical Lead Time | Best Sourcing Province |
|---|---|---|---|
| Gray Iron (GG25) / Sand Casting | $1.80 – $2.60 | 4-6 weeks | Shandong, Hebei |
| Ductile Iron (GGG40/50) / Sand Casting | $2.20 – $3.10 | 5-7 weeks | Shandong, Henan |
| Aluminum A356 / Gravity Die Casting | $3.80 – $5.20 | 4-5 weeks | Zhejiang, Jiangsu |
| Aluminum ADC12 / High-Pressure Die Casting | $3.40 – $4.60 | 3-5 weeks | Guangdong, Zhejiang |
| Stainless Steel CF8M / Investment Casting | $6.50 – $9.20 | 6-8 weeks | Jiangsu, Hebei |
| Carbon Steel WCB / Investment Casting | $4.20 – $6.00 | 5-7 weeks | Hebei, Shanxi |
Note: These are FOB China prices for quantities of 1,000-5,000 kg per order. Lower volumes will be 15-25% higher; annual contracts above 50,000 kg can be 10-18% lower.
FAQ: China Casting Costs — What Buyers Ask Most
Is China still the cheapest place to source castings in 2026?
For most alloys and volumes, yes. China's average casting price is 35-50% below US/EU domestic pricing and 10-20% below India and Vietnam. But the gap is narrowing — India has become competitive for simple gray iron parts, and Vietnam is strong for aluminum gravity die casting. China's advantage remains in scale, process variety, and supply chain maturity.
What's the minimum order quantity for China castings?
For sand casting (iron/steel), most foundries want at least 200-500 kg per order. For die casting (aluminum), 1,000-2,000 pieces is typical. Below those thresholds, per-kg pricing jumps 20-40% because setup cost dominates. Interstate can consolidate small orders to hit MOQ — we do this for about 35% of our clients.
How do I verify a foundry's quality without flying to China?
Three things: (1) Request a virtual tour — most reputable foundries will walk you through on WeChat video. (2) Ask for third-party inspection reports from the past 12 months — SGS, TÜV, or Bureau Veritas. (3) Ship samples to a US testing lab for dimensional and material verification before committing to production. We do all three for our clients as part of our standard onboarding.
Can I really save 20-40% just by changing how I negotiate?
Based on our data, yes — if you apply multiple tactics together. Buyers who used cost-breakdown RFQs + inland foundries + family mold consolidation saw an average 31% reduction vs. their previous pricing. One tactic alone might get you 8-15%. The combination is where the leverage compounds.
What's the single biggest mistake new China casting buyers make?
Treating all foundries as interchangeable and choosing solely on price. The cheapest quote is usually from a foundry that's either (a) inexperienced with export, (b) desperate for work and will cut corners, or (c) planning to "adjust" pricing after you're locked in. The real savings come from finding the foundry that's efficient and honest — not the one that's desperate.
Want to See Exactly Where Your Casting Costs Stand?
We'll analyze your current parts against our 2026 database of 200+ RFQs — free, no obligation. You'll get a 1-page cost benchmark showing exactly where you're overpaying and how much you could save.
Submit Your RFQ for a Free Benchmark →Your Next Move: Run the Numbers Before You Negotiate
You now have the data, the tactics, and the traps. But data without action is just trivia.
Here's what I'd do if I were you:
- Pull your last 3 casting RFQs. Compare the unit prices to the ranges in this article.
- If you're above the range, send the supplier a cost-breakdown request using the template below.
- If you're at or below the range, look at family mold consolidation or inland foundry options for your next order.
And if you want a second set of eyes on your numbers — that's what we do. No pressure. Just data.
Ready to Source Castings from China?
We help engineers and buyers source precision castings from verified Chinese foundries. No middleman markup — we charge a fixed service fee. 200+ audited factories, 40+ quality engineers, full PPAP documentation support.
Submit Your Inquiry →