You’ve just received a 5‑page PDF from a Chinese foundry. The email says “MTR attached, materials comply with ASTM A216.” But your eyes glaze over the columns of numbers and abbreviations. Are the tensile numbers good? Is the carbon level within spec? And what the hell is a “yield ratio”?
Relax. You don’t need a metallurgy degree. By the end of this guide you’ll be able to read any casting material test report (MTR) in 10 minutes flat, spot the three most common fudges, and confidently tell a supplier “This report doesn’t match the spec – recheck or reject.”
Reality check: I’ve seen buyers sign off on $50k orders based on a single tensile number. Then the parts crack in the field. The test report is your last line of defense – learn to use it.
1. What Exactly Is a Casting Material Test Report?
A Material Test Report (MTR), also called a Certified Material Test Report (CMTR) or mill certificate, is a document that records the chemical composition and mechanical properties of a specific heat (batch) of cast metal. It’s issued by the foundry’s in‑house lab or by a third‑party inspection company like SGS or Bureau Veritas.
For most castings – carbon steel, stainless, ductile iron, aluminum – the report must reference a standard such as ASTM A48 (grey iron), ASTM A216 (carbon steel), or ASTM A351 (stainless steel). The buyer (that’s you) is responsible for matching the reported values against the standard’s requirements.
Why it matters: Without a valid MTR, you have zero proof the metal meets the specifications you paid for. In case of failure, the MTR is your legal evidence – or the foundry’s liability.
2. Breaking Down the Report – Section by Section
Every MTR should contain the following sections. If any is missing, ask why.
2.1 Header Information
Foundry name, address, heat/lot number, cast date, and the applicable standard (e.g. ASTM A216 Grade WCB). Also the product description (valve body, pump casing, etc.). Check: Is the heat number traceable to the physical castings? If the boxes are marked “Heat 4521” but the report says “Heat 4520,” that’s a red flag.
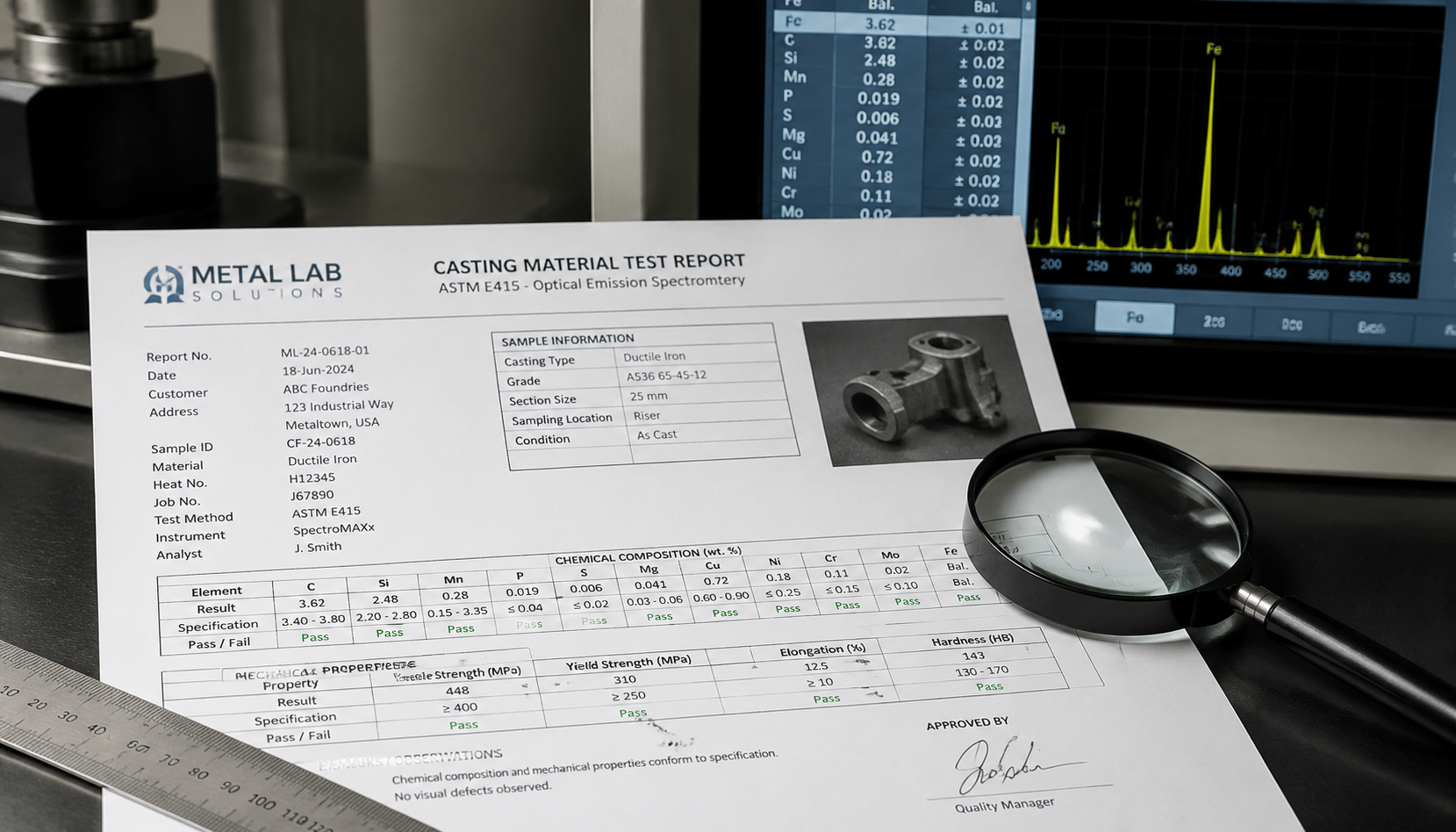
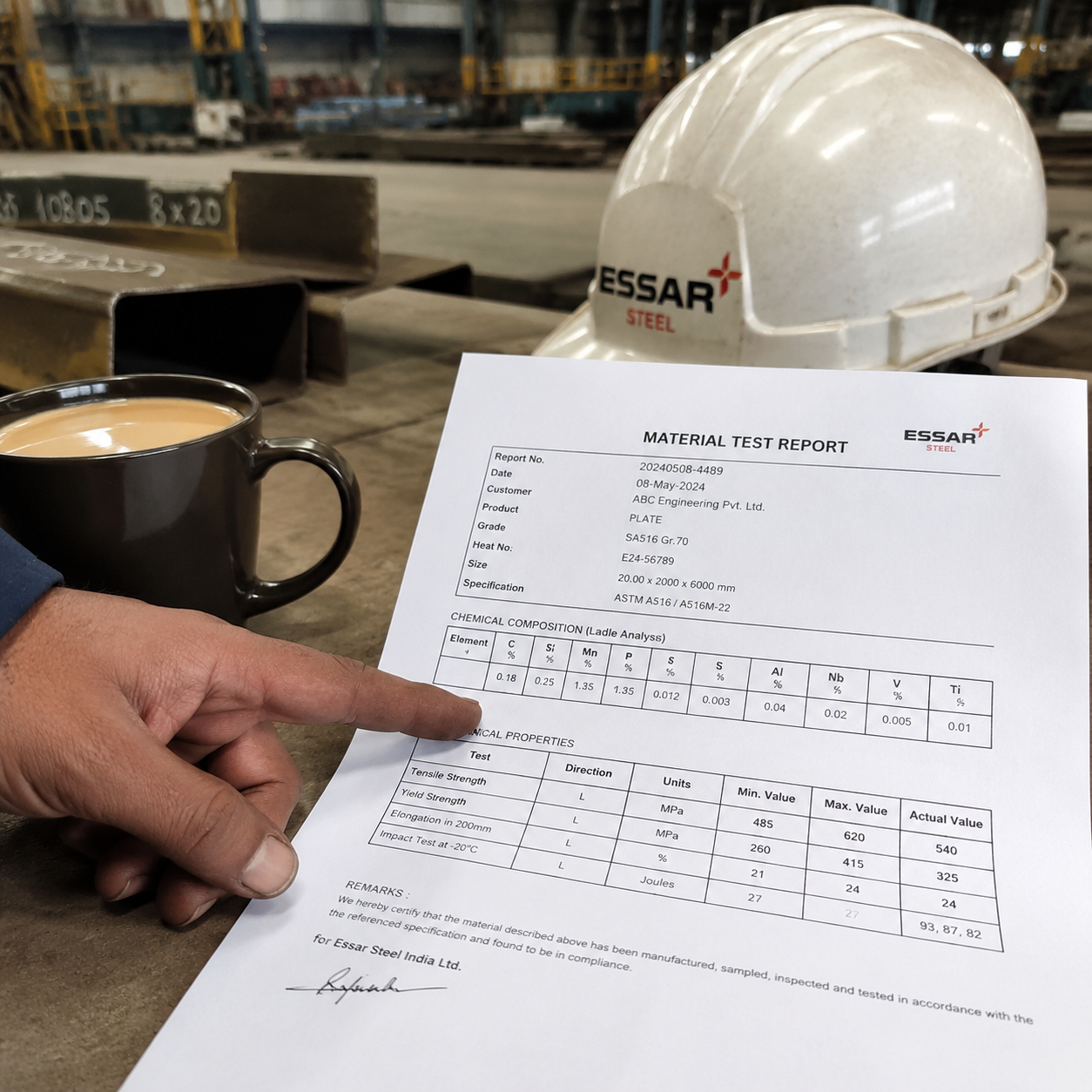
2.2 Chemical Composition (Ladle or Product Analysis)
A table listing elements – Carbon (C), Manganese (Mn), Silicon (Si), Phosphorus (P), Sulfur (S), and for alloy steels: Chromium (Cr), Nickel (Ni), Molybdenum (Mo), Copper (Cu), Vanadium (V), etc. Each element has a reported value (weight percent) and a max/min per the standard.
Here’s the buyer’s cheat sheet:
- Carbon – affects hardness and weldability. Too high = brittle; too low = weak.
- Manganese – increases strength. Most specs have a minimum of 0.60% for carbon steel.
- Silicon – deoxidizer. Typical 0.35–0.70% in carbon steel.
- Phosphorus & Sulfur – impurities. Keep below 0.04% each (some specs allow 0.05%). Higher levels cause hot shortness or embrittlement.
- Alloying elements – Cr, Ni, Mo, V are added for specific properties. Verify your grade tolerance (e.g. for 4130 steel, Cr 0.80–1.10%).
Pro tip: For stainless steel, check the “PRE” (Pitting Resistance Equivalent) = %Cr + 3.3×%Mo + 16×%N. For 316L, PRE should be ≥ 25. Many fake reports show low Mo or N. Don’t let it slide.
2.3 Mechanical Properties
Three main numbers (plus elongation and reduction of area):
- Tensile Strength (UTS) – ultimate load before break, psi or MPa.
- Yield Strength (0.2% offset) – load at which permanent deformation starts.
- Elongation (% in 2”) – ductility.
- Reduction of Area (RA, %) – necking ability.
Compare each to the standard’s minimums. For ASTM A216 WCB: Tensile ≥ 485 MPa, Yield ≥ 250 MPa, Elongation ≥ 22%. If the report shows 700 MPa tensile but only 18% elongation, that’s a tough material – may be high‑carbon or quenched improperly. Ask yourself: does your application need that ductility?
Watch the units! Some reports show psi (pounds/sq inch), others MPa. 1 MPa ≈ 145 psi. A 60,000 psi yield = 414 MPa (fine). But if the standard says 36,000 psi min and they report 36,000 psi, it’s borderline – you want at least 10% margin for safety.
2.4 Hardness Test (if required)
Brinell (HB) or Rockwell (HRC) hardness. Not always mandatory for every grade. For wear‑resistant castings, hardness is critical. For pressure‑containing parts, hardness values help verify heat treatment effectiveness. Cross‑check with your drawing notes.
2.5 Additional Tests (impact, NDT, pressure)
If you ordered Charpy V‑notch impact testing (common for low‑temperature service), the report must list individual values and average. Also look for ultrasonic or radiographic testing results if required by your spec. Many “standard” MTRs skip these – you have to request them separately.
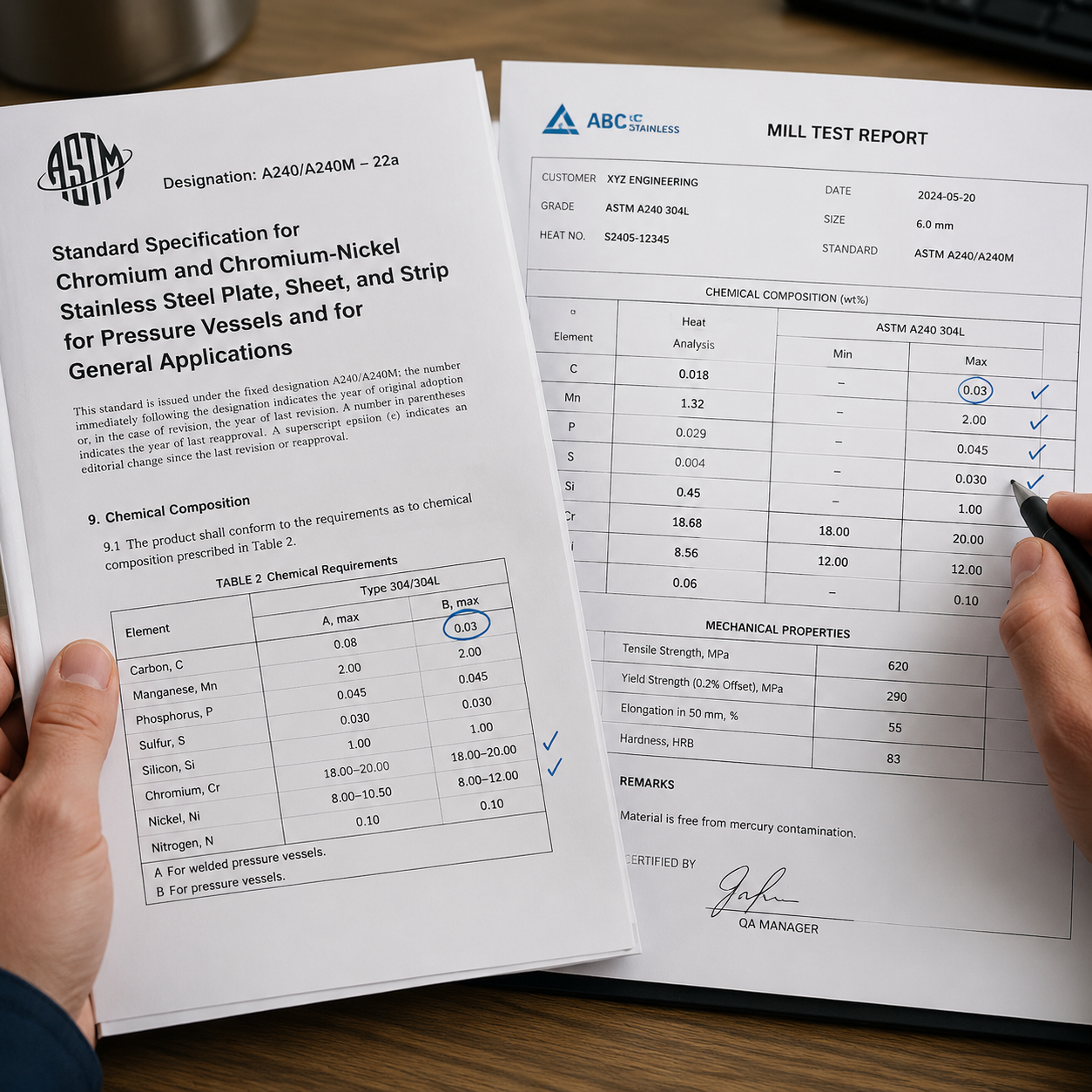
3. How to Cross‑Reference with the ASTM (or Other) Standard
You don’t need to memorize tables. Do this:
- Find the grade on the report – e.g. “WCB” or “304L.”
- Open the relevant ASTM standard (many are available free via ASTM’s website or previews).
- Look at the chemistry table – note the max limits for each element. Compare one by one.
- Look at the tensile table – note the min tensile, min yield, min elongation.
- If the report gives a range (e.g. C: 0.25–0.30%), check both ends. Anything outside means non‑conformance.
Common trick: Some foundries test a single “master heat” and then assign that report to multiple casting orders over months. Always verify the heat number on the castings matches the report. If the report looks clean but you suspect you received different material, order a PMI (Positive Material Identification) test from an independent lab. Costs about $50-100 per element – cheap insurance.
4. Five Red Flags That Trigger Instant Rejection
You don’t need to trust every number. Here are five things that should make you stop and demand clarification:
- 1. Numbers that are “too perfect.” Real production varies. If carbon is exactly 0.30% on a 0.30% max spec – maybe they cherry‑picked the best test bar. Ask for the actual range across the heat.
- 2. Missing elements. The report lists only C, Si, Mn, P, S but the spec requires Cr, Mo, Ni (e.g. for 316L). The foundry might be hiding high impurity or not adding alloys. Request full composition.
- 3. Wrong standard reference. They quote “ASTM A216” but you ordered ASTM A352 (low‑temp). Different requirements – especially impact properties.
- 4. Low elongation but high tensile. Strong but brittle = poor ductility. Could be over‑hardened or contain excessive carbides.
- 5. Handwritten corrections without a stamp/seal. Changes are allowed if initialled and stamped. Unauthorized erasures = fraud.
If you see any of these, write back with “Please provide a new MTR from a different heat, or an explanation with supporting raw data from the spectrograph.” If they resist, you have your answer.
5. Common Mistakes Buyers Make When Reading MTRs
Mistake #1: Only checking tensile and ignoring chemistry.
A valve body might pass tensile but contain high sulfur, causing micro‑cracks during welding. Chemistry matters.
Mistake #2: Not comparing to the correct grade.
You ordered “316L” but the report says “316” – the “L” low‑carbon is crucial for corrosion resistance after welding. Accepting 316 could void your warranty.
Mistake #3: Believing every number is from the same test bar.
Some foundries combine data from multiple heats to “make” the numbers work. If the report has different heat numbers for chemistry and tensile, that’s a warning.
Mistake #4: Skipping elongation and reduction of area.
Elongation is a direct indicator of ductility. For pressure vessel parts, missing elongation means you can’t guarantee the casting won’t crack under pressure.
6. Digital MTRs – How to Verify Authenticity
More labs now issue digital MTRs with QR codes and digital signatures. You can scan the code to pull the original data from the lab’s server. If the report comes as a PDF that matches nothing online, treat it with caution.
Steps to verify:
- Scan the QR code or type in the URL printed on the report.
- Check that the foundry’s logo and lab name match the company you contracted.
- Call the lab directly (using a number you find yourself, not the one on the report). Ask: “Can you confirm MTR #12345 for heat AB456 issued on June 10, 2026?”
- Use a blockchain‑based platform like MaterialCheck (if the supplier participates).
In the absence of digital verification, request a photocopy of the original lab certificate with a wet stamp or a certified copy from the foundry’s quality manager. Not just an email attachment.
7. Practical Example: A Real MTR Walkthrough
Imagine you’re sourcing a pump casing in ASTM A216 WCB. The report shows:
- C: 0.28% (max 0.30) ✅
- Mn: 0.85% (max 1.00) ✅
- Si: 0.45% (range 0.35–0.70) ✅
- P: 0.022% (max 0.04) ✅
- S: 0.018% (max 0.045) ✅
- Tensile: 520 MPa (min 485) ✅
- Yield: 310 MPa (min 250) ✅
- Elongation: 24% (min 22) ✅
Looks good, right? But wait – the standard WCB also requires a max of 0.50% Copper if the part will be submerged in seawater. The report didn’t list Cu. You send it back: “Please provide Cu and Ni values per AMS 1001.” Foundry comes back with Cu 0.18% – fine. Better safe than sorry.
8. Frequently Asked Questions
What if the MTR doesn’t include a heat number?
That’s a non‑conformance. Without a heat number, you can’t trace the report to the actual castings. Reject the report and request a new one with proper traceability.
Can I use an MTR from an earlier batch for a new order?
Only if the new order is from the same heat (rare). Each cast batch must have its own test report, unless a statistical sampling plan is agreed in your contract. Never assume.
What does “CEV” or “Carbon Equivalent” mean?
Carbon Equivalent = C + Mn/6 + (Cr+Mo+V)/5 + (Ni+Cu)/15. It indicates weldability. Higher CEV = harder to weld without preheat. Casting foundries love to ignore this – push for it if welding is involved.
My supplier sent a Chinese standard (GB) report – can I accept it?
Not unless your engineering specs allow it. You need the MTR to reference the exact ASTM or ISO standard you specified. If they use GB/T 11352 (equivalent to A216 WCB), require a cross‑reference letter from the foundry plus a chemical conversion table. Best practice: ask for ASTM‑equivalent reporting.
How often should I third‑party verify MTRs?
For a new supplier, test every first order and at least 20% of subsequent shipments. Once you’ve built trust (and the supplier has a proven track record), you can reduce to 10% random audits. But never zero.
9. Your Casting MTR Checklist (Print This)
Before you sign off on any test report, run through this list:
- ✅ Heat number matches physical castings
- ✅ Standard referenced is the one you ordered
- ✅ All required elements are reported
- ✅ Each element is within the spec limits
- ✅ Tensile, yield, elongation meet minimums
- ✅ Hardness & impact tested (if specified)
- ✅ Report has no erasures or unauthorised corrections
- ✅ Digital signature or wet stamp is present
- ✅ Third‑party lab contact is verifiable
- ✅ Any special requirements (Cu, Ni, PRE) are included
Stick this to your desk. It’ll save you from the biggest headache: receiving castings that fail before they even reach your factory.
10. Next Steps – Don’t Just Read, Act
You now know what to look for. But knowing isn’t enough. The next time you get an MTR, spend 15 minutes going through this guide. If something feels off, trust your gut and ask for clarification. Good suppliers will respect your diligence; bad ones will give you excuses.
If you’re tired of chasing test reports and want a partner who vets foundries for you, consider working with a sourcing agent who understands metal. At Interstate International, we review every MTR before it reaches you – and we reject about 12% of them because the numbers don’t hold up. That’s 12% fewer disasters on your end.
Want to avoid the hassle?
Get your next casting order with pre‑verified MTRs – no guesswork.
Submit Your RFQ for a Free Review* Article updated April 2026. Standards referenced: ASTM A216 A352 A351 A48. Always consult the latest revision of applicable standards for legal compliance.
Need Help Specifying Casting Materials?
Material choice affects cost by 30-60% and performance by orders of magnitude. Our metallurgists will review your application and recommend optimal grades — with Chinese GB equivalents and cost comparisons.
Get Material Consultation →