
Mold Making China: Real Costs, How to Vet Shops & Avoid Costly Rework
You've sourced molds from China before. Maybe it worked. Maybe it didn't. You paid $3,800 for a mold that should have cost $5,500 — and then spent another $2,200 on rework and delays. Sound familiar? Here's how to stop guessing and start vetting like a pro.
What Injection Molds Actually Cost in China (2026 Data)
Forget the "mold from $1,000" ads on Alibaba. Those are either two-plate prototype molds or bait for buyers who don't know better. If you're sourcing production tooling for real products, here's the honest price range based on 300+ mold projects we've tracked across Guangdong, Zhejiang, and Jiangsu in the past 18 months.
Cost by Mold Complexity
| Mold Type | Cavities | Steel Grade | Price Range (USD) | Typical Lead Time |
|---|---|---|---|---|
| Simple two-plate (prototype/low volume) | 1-2 | P20 / 718H | $2,800 – $5,500 | 18-25 days |
| Medium side-core / hot-runner | 2-4 | H13 / 1.2343 | $6,000 – $18,000 | 30-45 days |
| Complex multi-cavity / unscrewing | 4-8 | 1.2344 / S136 | $20,000 – $55,000 | 45-65 days |
| Precision medical / food-grade | 2-4 | S136 / 420SS | $30,000 – $80,000 | 50-75 days |
Critical nuance: These prices include T1 sampling (first shot trial) and one round of minor modifications. They do not include mold design (add $500–$2,000), mold flow analysis (add $300–$800), or shipping and customs clearance (add $400–$1,200 depending on mold weight). Factor that into your budget — a $4,000 mold quote often becomes $6,200 by the time it lands on your floor.
Regional Cost Differences in China
Where your mold is made matters as much as who makes it. Here's the 2026 landscape:
- Guangdong (Shenzhen, Dongguan, Foshan): Highest concentration of export-grade shops. Labor is more expensive (CNC operators $1,800–$2,500/month), but quality control, English communication, and delivery reliability are better. Premium of 10-20% over other regions.
- Zhejiang (Ningbo, Taizhou, Hangzhou): The sweet spot for value. Ningbo is China's mold capital — over 3,000 mold shops. Prices are 15-25% lower than Guangdong. Quality is good but you need to vet more carefully. Communication can be a challenge.
- Jiangsu (Kunshan, Suzhou, Wuxi): Strong for automotive and medical molds. Many Tier 1 and Tier 2 suppliers to European and Japanese automakers are here. Prices are comparable to Guangdong, but quality is consistently higher.
- Shandong & Hebei: Cheapest (30-40% below Guangdong). Suitable for simple, non-critical molds. Quality inconsistency is higher. Only go here if you have a local inspector or agent.
How to Vet a Mold Maker in China (6-Step Verification)
You can't judge a mold shop by its website. I've seen a single-room operation with three CNC machines claim to be "20 years of experience, 500 employees." And I've seen a 10,000-square-meter facility with five 5-axis Mikrons that looked like a cardboard box factory from the outside. Here's the verification process that works.

Step 1: Business License & Legal Verification
Use Tianyancha (天眼查) or Qichacha (企查查) to verify the Chinese business license. These are like Dun & Bradstreet for China. Check: registered capital (above 5 million RMB is a serious shop), business scope (must include "mold manufacturing," not just "trading"), and legal representative names. Cross-reference the registered address with the "factory address" on their website. If they don't match by more than 50 km, ask why.
Step 2: Live Video Walkthrough
Request a WeChat or WhatsApp video call — and ask them to walk to the machine floor live. Not a pre-recorded video. A live walk to: the CNC area, the EDM room, the CMM inspection station, and the mold assembly area. If they hesitate, or "the factory manager is not available," that's a red flag. A real shop will be happy to show their equipment.
Step 3: Equipment Audit (Minimum Viable List)
For a serious mold maker, expect at minimum:
- 3+ CNC machining centers (at least one with 5-axis capability)
- 2+ EDM machines (sinker and wire-cut)
- 1+ CMM (coordinate measuring machine) for inspection
- Heat treatment capacity (in-house or long-term partner within 10 km)
- Polish and surface treatment area
Ask for the make and model of their CNC machines. A shop running Fanuc or Siemens controls is different from one running old Mitsubishi controllers. For high-precision molds, look for machines from Makino, Mikron, Okuma, or DMG Mori. If they say "we have imported machines" but can't name the brand, dig deeper.
Step 4: Customer References You Actually Call
Every shop can give you "references." The trick: ask for 3 customers from the past 12 months who make a product similar to yours. Then actually call or email them. Questions to ask:
- "Did the mold hit the specified cycle time within 2 weeks of T1?"
- "How many modification rounds did it take?"
- "Was the steel certificate genuine? Did you test it?"
- "Would you use this shop again — and if not, why?"
If the shop can't provide references from the last year, or the references are all from 4+ years ago, consider it a warning sign.
Step 5: QC Certifications & Process Documentation
ISO 9001:2015 is table stakes. If they don't have it, walk away. For automotive molds, TS16949 is mandatory. For medical or food-contact, look for ISO 13485. But certifications alone aren't enough. Ask for their quality control checklist for each mold project. A good shop has a 20-30 point QC checklist covering: steel hardness test, runner balance check, cavity surface finish, ejector pin clearance, cooling channel flow test, and dimensional report with CMM data.
Step 6: Payment Terms That Protect You
Industry standard in China for export mold business: 30% deposit, 40% at T1 trial (when you see first shots), 25% at mold approval, 5% after 30 days of production. Never — never — pay 100% upfront. Also, be wary of "50% at order, 50% before shipment" — that gives you no leverage if the mold doesn't work. Your payment milestones should align with quality checkpoints, not calendar dates.
7 Traps That Cost Buyers $10,000+ (And How to Dodge Them)
I've seen the same mistakes repeated by buyers who otherwise know their stuff. Here's what goes wrong most often — and what to do instead.
Trap #1: The "Cheapest Quote" Trap
What happens: You get quotes from 5 shops. The cheapest is $3,200, the average is $4,800. You go with the cheapest. The mold arrives, doesn't fill properly, needs $2,000 in modifications, and you lose 6 weeks. Total cost: $5,200 + lost time. Fix: Reject the lowest and highest quote. The second-lowest is usually the real price. Ask the cheapest shop to explain why they're 35% below the average — if they can give specific cost advantages (in-house steel supplier, standard mold base), it might be legit. If they say "we want your long-term business," it's a trap.
Trap #2: The "We Can Do Anything" Shop
What happens: A shop with no medical mold experience takes your medical-device mold project. The mold fails ISO 10993 biocompatibility testing because they used wrong steel. Fix: Only work with shops that have made molds for your specific industry in the past 2 years. Ask for photos of similar molds they've built — not just the plastic parts, but the mold itself, with the date stamp visible.
Trap #3: The Missing Mold Flow Analysis
What happens: The shop says "we don't need mold flow analysis, we have 20 years of experience." The mold has weld lines in structural areas. Fix: Insist on a mold flow analysis (Moldflow or Moldex3D) for any mold with more than 2 cavities, thin-wall sections, or critical appearance surfaces. The analysis costs $300–$800 upfront but can save $3,000+ in rework. A good shop will offer it as standard — not upsell it.
Trap #4: The Steel Switcheroo
What happens: You specify H13 steel. The shop uses Chinese H13 equivalent (3Cr2W8V) without telling you. The mold cracks after 50,000 cycles. Fix: Specify both the Chinese standard and the equivalent international standard in your RFQ. For example: "H13 (GB/T 1299-2014 / 4Cr5MoSiV1, equivalent to DIN 1.2344)." Require a material certificate with heat number. Randomly test one cavity block per mold using a portable hardness tester during your factory visit.
Trap #5: The "Free Mold" Pipedream
What happens: A supplier offers you "free mold" if you buy 50,000 parts from them. You pay for the parts upfront. The mold is low-quality, produces 30% scrap, and you have no ownership of the tooling. Fix: There's no such thing as a free mold. Any offer of free tooling is either amortized into the piece price (so you're paying for it anyway) or the mold is built to lower standards. Always own your mold. If the supplier insists on owning it, walk away.
Trap #6: The Unclear Cooling Channel Standard
What happens: The mold is built without sufficient cooling channels — or with channels that can't be cleaned. Cycle time is 45 seconds instead of the 28 seconds you designed for. Over a 100,000-piece run, that's 471 extra hours of machine time at $85/hour = $40,000 in lost productivity. Fix: In your mold specification sheet, include: minimum cooling channel diameter (8 mm), channel distance from cavity surface (12-15 mm), and a requirement for a cooling channel flow test report. Ask for conformal cooling design if your part geometry allows it — the upfront cost is higher but cycle time reduction is 25-40%.
Trap #7: The "Everything Is Fine — Don't Come" Factory
What happens: The shop discourages factory visits. "Our factory is far from the airport." "We have a strict policy." "All communication is digital." This is almost always a red flag — they're either a trading company or they have something to hide. Fix: Make a factory visit non-negotiable for any mold project above $10,000. If they push back, remove them from your shortlist. A legitimate manufacturer welcomes buyers — it's how they build trust and win repeat business.
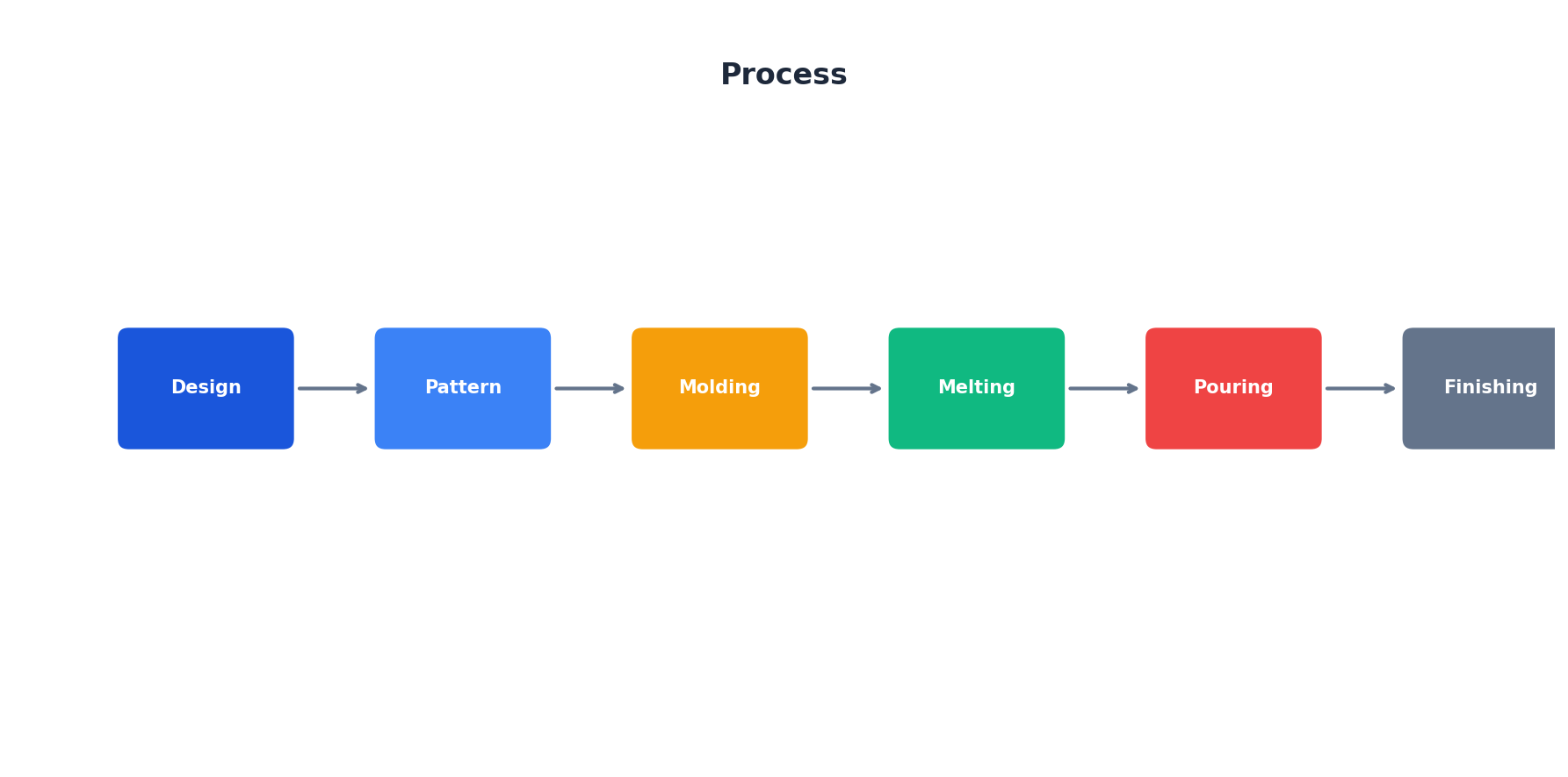
The Mold Making Process: What Should Happen (and When)
If you don't understand the process, you can't manage it. Here's what a proper mold making timeline looks like — and what milestones you should track.
Phase 1: Mold Design & DFM (Days 1-5)
What should happen: The shop reviews your part design, performs Design for Manufacturing (DFM) analysis, identifies potential issues (draft angles, wall thickness variations, undercuts), and proposes mold base size, gate location, cooling channel layout, and ejection system. You should receive a DFM report with 3D mold design for approval. Your action: Don't rush this. Every hour spent in DFM saves 10 hours in rework.
Phase 2: Material Procurement & Rough Machining (Days 6-12)
What should happen: Steel is ordered from the mill (or pulled from inventory). The mold base is roughed — cavity and core blocks are machined to approximate shape. Your action: Ask for photos of the steel blocks with the heat number visible. Request a photo of the CNC roughing pass. This is the easiest stage to verify the mold is actually being built.
Phase 3: Heat Treatment & Stress Relief (Days 13-16)
What should happen: The cavity and core blocks undergo heat treatment to reach specified hardness. For H13/1.2344, target hardness is 48-52 HRC. A stress relief cycle is performed to prevent distortion during machining. Your action: Request a hardness test report from the heat treatment supplier. Random spot-check with a portable tester during your visit.
Phase 4: Finishing, EDM & Surface Texturing (Days 17-28)
What should happen: Precision machining, EDM for complex features, polishing (SPI grades from A-1 to C-3 depending on your requirement), and surface texturing (if specified). Cooling channels are drilled and flow-tested. Your action: This is the best stage for a factory visit. You can see the mold partially assembled and check surface finish quality before everything is bolted together.
Phase 5: Assembly & T1 Trial (Days 29-35)
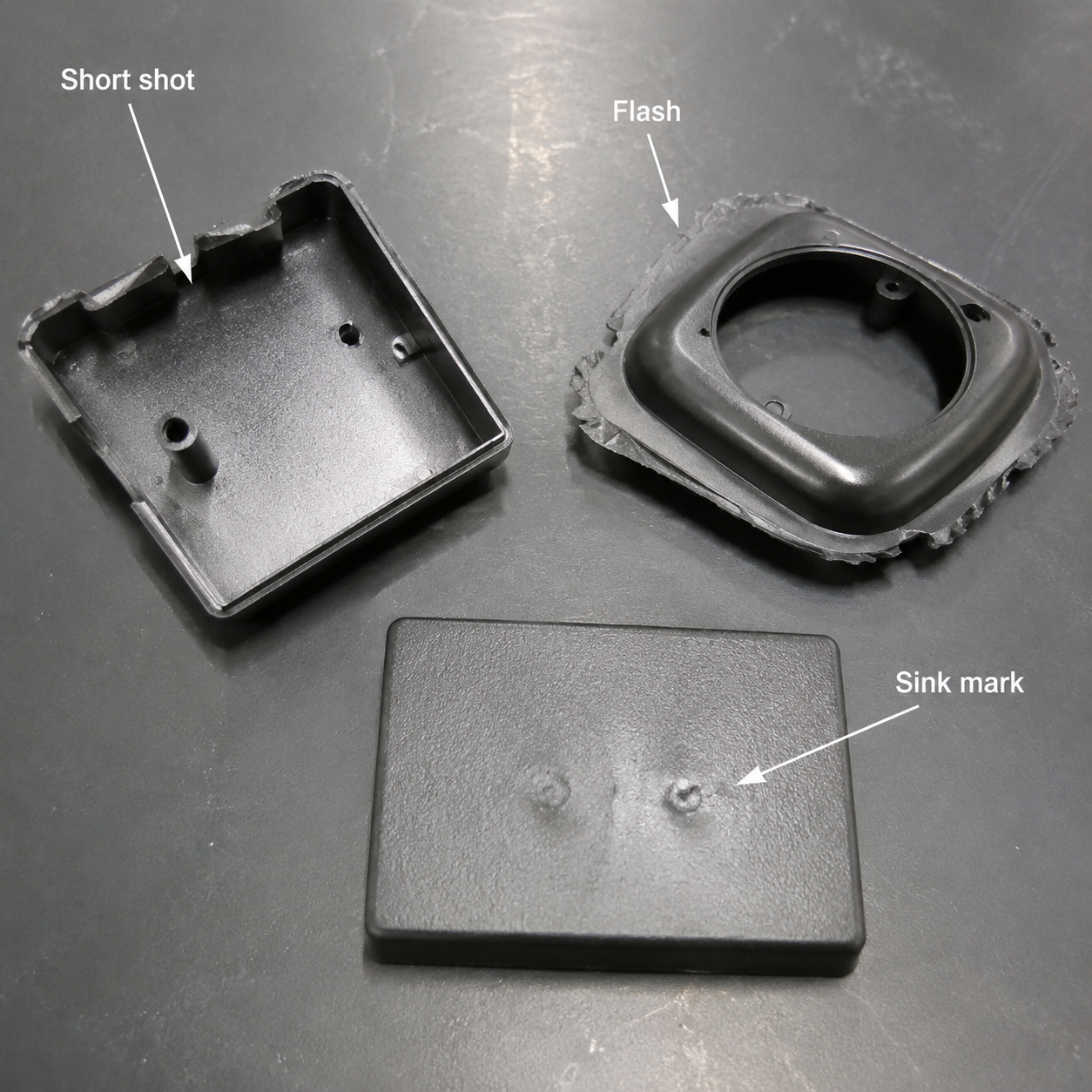
What should happen: The mold is assembled, fitted to the injection molding machine, and first shots are taken. You see the actual parts — short shots, weld lines, flash, sink marks — all visible. Your action: This is the most critical milestone. Review the T1 parts carefully. Mark any issues on the parts themselves. Take photos. Share them with the shop in a structured modification request (not "fix it" but "reduce cavity surface roughness from SPI B-1 to SPI A-2 on the visible surface").
Phase 6: Mold Modification & Final Approval (Days 36-45)
What should happen: The shop addresses all T1 issues — typically 1-3 rounds of modifications. After the final trial, a CMM dimensional report is issued. The mold is shipped with: mold certification, steel certificate, heat treatment report, CMM report, and sample parts. Your action: Don't approve final shipment until you have the CMM report and it matches your drawing tolerances. If the mold is for a critical part, ask for a PPAP (Production Part Approval Process) level 2 submission.
Frequently Asked Questions
How much does an injection mold cost in China in 2026?
For a standard two-plate mold: $2,800–$5,500. Medium-complexity (side cores, hot runner): $6,000–$18,000. Complex multi-cavity or unscrewing molds: $20,000–$55,000+. Prices depend on cavity count, steel grade (P20 vs H13 vs 1.2343), and surface finish requirements. Always ask for a steel certificate and mold flow analysis quote upfront.
What is the typical lead time for mold making in China?
Simple two-plate molds: 18–25 days. Medium complexity: 30–45 days. Complex multi-cavity or hot-runner molds: 45–65 days. T1 sampling usually adds 5–8 days. Reputable shops will give you a milestone schedule: design approval → rough machining → heat treatment → finishing → T1 trial → mold modification. If a shop promises less than 15 days for a complex mold, run.
What steel grades do Chinese mold makers use?
Standard: P20 (pre-hardened, 28-32 HRC) for prototype and low-volume. Medium: H13 (48-52 HRC) for medium-volume, abrasive materials. High-end: 1.2343, 1.2344, or S136 (48-52 HRC) for high-volume, medical, or food-grade. Always request a material certificate with the heat number. Many shops use Chinese equivalents like 3Cr2W8V instead of H13 — know the cross-reference.
How do I verify a Chinese mold maker is legit?
Six checks: (1) Business license matching their claimed address — use Tianyancha or Qichacha. (2) Factory video call — ask them to walk to the CNC area live. (3) Equipment list: at least 3 CNC, 1 EDM, 1 CMM. (4) Customer references with real contact names — then call them. (5) QC certifications: ISO 9001:2015 at minimum, TS16949 if automotive. (6) Payment terms: never 100% upfront. Industry standard is 30% deposit, 40% at T1, 25% at approval, 5% after 30 days.
How can I protect my mold design IP in China?
Three layers: (1) Register your design patent in China before sharing files — China is a first-to-file country. (2) Split your mold design into non-critical and critical sections; only release critical sections after signing an NDA that specifies jurisdiction (Hong Kong or Singapore arbitration clauses are enforceable). (3) Use sequential file release and watermark all 2D drawings. Never send the full 3D assembly in one email. Some buyers also use mold monitoring services like QIMA or Asiainspection for on-site security.
How many modification rounds should I expect?
Industry average for a first-time mold from a new Chinese supplier: 2-3 modification rounds. Target: reduce this to 1-2 rounds by (a) having a thorough DFM review, (b) providing a detailed mold specification sheet (not just a drawing, but a spec sheet with steel grade, surface finish, cooling standards, and tolerances), and (c) visiting at T1 trial. Each modification round adds 5-10 days and $500-$2,000 in cost if it's beyond the included modifications.
Your Next Move: Stop Burning Money on Bad Molds
Here's the truth: Chinese mold making isn't risky — unvetted Chinese mold making is risky. The shops that build million-shot molds for BMW, Siemens, and Philips are in the same industrial parks as the shops that build single-cavity toys that crack in a month. Your job is to tell them apart before you send the PO.
Do these three things today:
- Write your mold spec sheet. Download our free mold specification template and fill it out before you contact a single shop. This alone will filter out 60% of the hobby-shop inquiries.
- Shortlist 3-5 shops. Use the 6-step verification process. Reject any shop that can't pass steps 1, 2, and 5 within 5 business days.
- Plan a factory visit. If your total mold budget is above $15,000, the $1,500 trip to Guangdong will be the best investment you make. Walk the floor. Check the steel. Meet the mold makers, not just the salespeople.
Need help vetting mold shops in China? We do this daily. Reach out to Interstate International — we're procurement agents, not mold makers. We work for you, not the factory. No markups on mold costs. Just honest verification and sourcing.
Need Help with Mold Making China: Real Costs, How to Vet Shops & Avoid Costly Rework?
Get matched with 3 verified foundries in 24 hours. No markup, transparent pricing.
Request Quotes →