Magnetic Particle Inspection: How to Audit Your Supplier's NDT Program
You're not buying castings. You're buying confidence that they won't fail. Here's how to verify your supplier's MPI program—before you sign that PO.
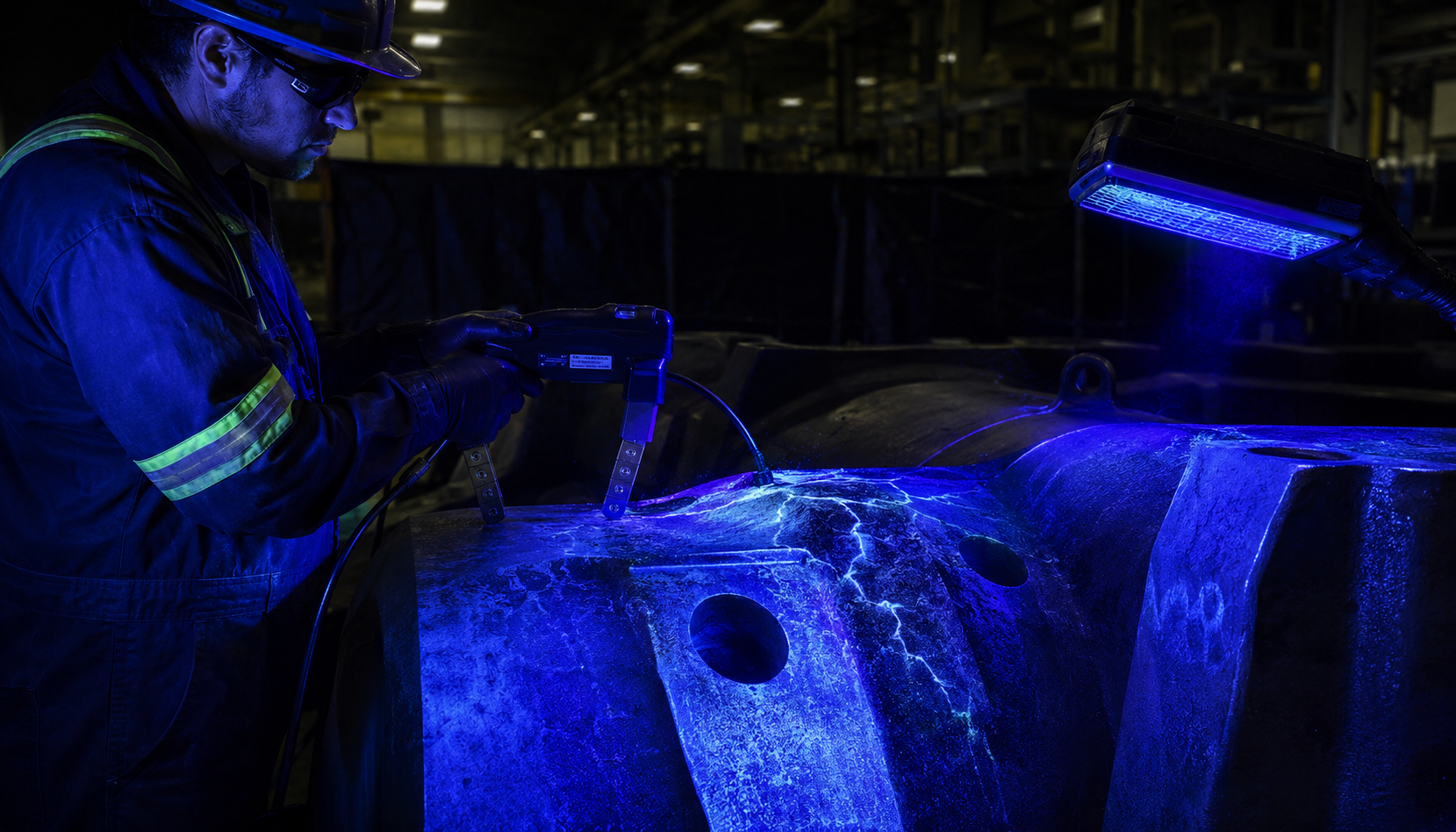
You've seen the photos. A technician in safety glasses, a black light, a casting glowing blue. The caption says "MPI inspection passed."
Looks impressive. But here's what that photo doesn't tell you:
- Was the correct magnetizing current applied for that part geometry?
- Did the technician use the right particle type—wet fluorescent vs. dry visible?
- Was the field direction checked with a Hall-effect meter, or did they just assume?
- Does the operator hold a current ASNT Level II or III certification—or did they take a two-day online course five years ago?
If you can't answer those four questions, you're not auditing MPI. You're looking at a pretty picture.
This article gives you a practical, auditor-ready framework to evaluate your casting supplier's magnetic particle inspection program against ASTM E1444 and ASNT SNT-TC-1A. No theory. Just what to ask, what to look for, and what to walk away from.
Why MPI Audits Matter More Than You Think
Magnetic particle inspection (MPI) is one of the most reliable NDT methods for detecting surface and near-surface discontinuities in ferromagnetic materials—steel, iron, nickel, cobalt. Properly done, it can catch cracks as narrow as 1–2 microns wide. That's smaller than a red blood cell.
But "properly done" is the catch. In my experience auditing foundries across China and Southeast Asia, I've seen MPI programs that look passable on paper but fail in practice:
- A Thai foundry that hadn't calibrated their magnetic yoke in 18 months—they didn't know the field strength had dropped 40%.
- A Chinese supplier whose "certified" technician couldn't explain the difference between AC and DC magnetization.
- An Indian job shop using dry powder on a ground surface with 6.3 μm Ra roughness—way too rough for dry particles to migrate properly.
Each of those suppliers had passed a customer audit. Each had a "certified" MPI program. And each was shipping parts with cracks that went undetected.
The bottom line: an MPI certificate on paper is worth exactly nothing unless you verify it yourself.
The 5-Step MPI Supplier Audit
I've broken this down into five concrete steps. Each step ends with a pass/fail checkpoint. If your supplier fails any checkpoint, you have two options: get it fixed before production, or find another supplier.
Step 1: Verify Personnel Certification (ASNT SNT-TC-1A or Equivalent)
This is the easiest one to check—and the one most buyers skip. Don't ask for a "certificate." Ask for the Level II or Level III certification card with the following details:
- Issuing body: ASNT, BINDT, or a recognized third-party agency (not the supplier's own internal program unless it's ASNT-accredited).
- Scope: Does the certification specifically list magnetic particle testing (MT)? I've seen "NDT Level II" cards that only cover ultrasonic testing.
- Expiration date: Most certifications require renewal every 5 years. Check it.
- Continuing education: ASNT SNT-TC-1A requires 24 CEPs per renewal cycle. Ask for the record.
- Operator holds current ASNT Level II (or higher) in MT
- Certification scope explicitly includes magnetic particle testing
- Expiration date is ≥ 12 months out (otherwise, renewal risk)
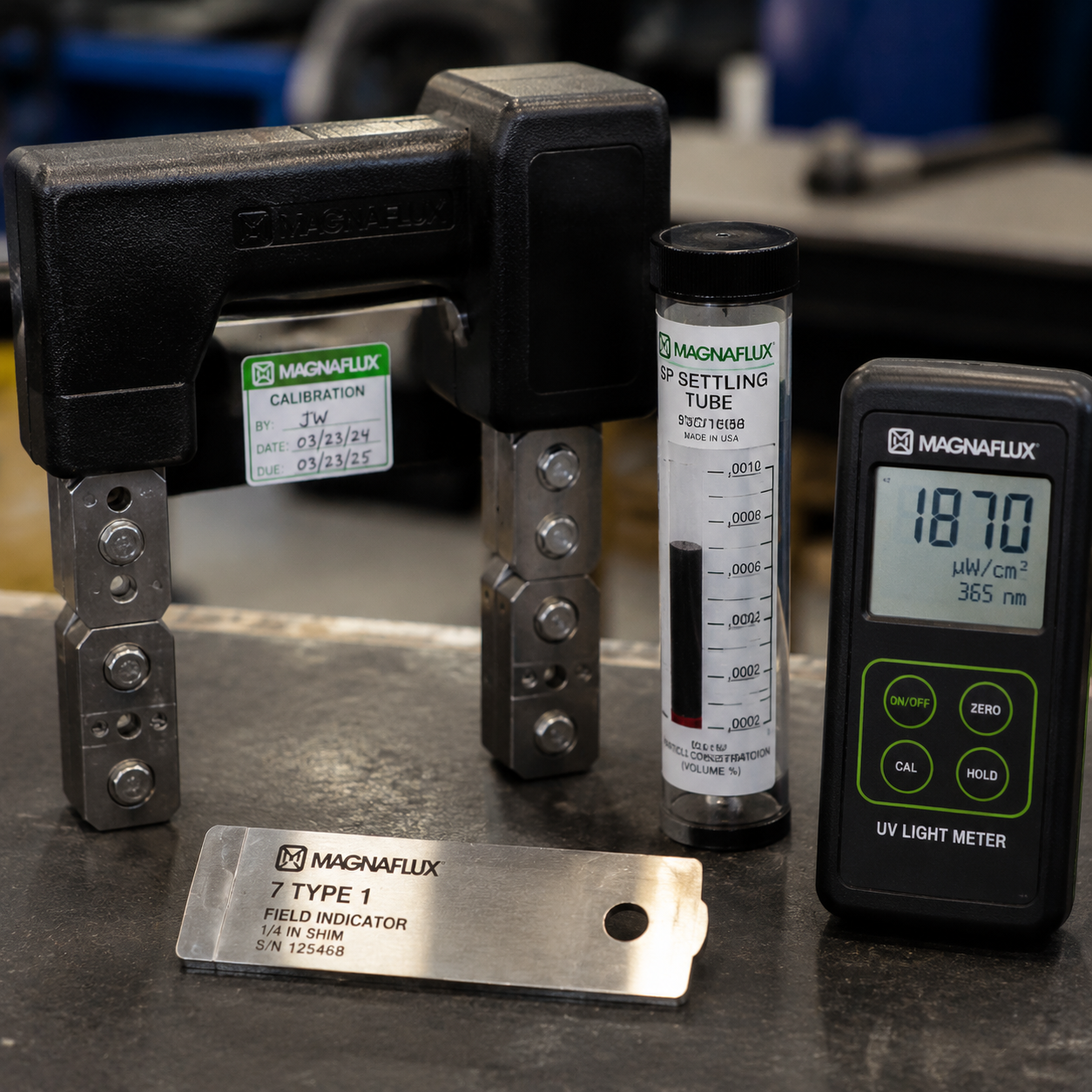
Step 2: Inspect the Equipment & Calibration Records
Walk into the MPI inspection area. Look for the following:
- Magnetic yoke or prod: Check the calibration sticker. ASTM E1444 requires calibration at least every 12 months. The sticker should show the date, the peak magnetic field strength (in Tesla or Gauss), and the initials of the technician who performed it.
- Bath concentration: For wet fluorescent MPI, the particle concentration should be between 0.1–0.4 mL/100 mL for standard applications. Ask to see the settling test record—it should be done at the start of each shift.
- UV light intensity: Minimum 1000 μW/cm² at 15 inches (380 mm). Ask for the last measurement date. If they don't have a record, that's a red flag.
- Field indicator (shim): They should have a standard pie-shaped shim (ASTM E709) used to verify field direction and adequacy before each inspection batch.
- Yoke calibration within 12 months (sticker present, dated)
- Bath concentration verified with settling test (0.1–0.4 mL/100 mL)
- UV light intensity ≥ 1000 μW/cm² at working distance
- Field indicator (shim) available and used
Step 3: Review the Written Procedure (ASTM E1444 Compliance)
Ask for the supplier's written MPI procedure. This is a document that describes exactly how they perform MPI for each part family. It should reference ASTM E1444 (or equivalent) and include:
- Magnetizing method: Yoke, prod, or coil? AC or DC? For each part type.
- Field direction: At least two directions, 90° apart, to detect cracks in all orientations.
- Particle type: Wet fluorescent or dry visible? Specify the brand and particle size.
- Demagnetization: Required after MPI for parts that will be machined or assembled with precision components. Procedure must specify how residual field is checked (<0.5 mT typically).
- Acceptance criteria: What size/type of indication is rejectable? Must reference a standard (ASTM E1444, customer-specific, or internal).
If the procedure is a generic one-page document that doesn't reference specific part numbers or standards, that's a warning sign. A real procedure is usually 6–15 pages, with part-specific parameters.
- Written procedure exists, references ASTM E1444
- Procedure includes part-specific parameters (magnetizing method, field direction, particle type)
- Demagnetization specification included (if applicable)
- Acceptance criteria clearly defined
- Document revision date within 3 years
Step 4: Observe a Live Inspection (Witness Test)
This is the most important step. Ask to watch an actual MPI inspection on a production part—not a demo part. Here's what to watch for:
- Surface preparation: The part should be clean, dry, and free of oil, grease, scale, or paint. If the technician sprays over a dirty surface, the particles won't migrate properly and cracks will be missed.
- Magnetizing sequence: The technician should apply the magnetic field, then apply the particles while the field is still active—not before. This seems basic, but I've seen operators spray particles first, then energize the yoke. That's wrong.
- Field direction coverage: The technician should apply the field in at least two perpendicular directions. For complex parts, they may need 3–4 directions. Watch them rotate the yoke.
- Interpretation: When inspecting under UV light, the technician should hold the light at the correct distance (≈15 inches) and move it systematically across the part surface. They should be able to distinguish between a true crack indication (sharp, tight line) and a false indication (broad, diffuse, or due to surface roughness).
- Recording: Relevant indications should be documented—photographed, marked on a diagram, or noted in a log. The record should include part number, date, operator name, and the disposition (accept/reject).

- Part surface properly cleaned before inspection
- Magnetizing field applied before particle application
- At least two perpendicular field directions used
- Operator demonstrates correct UV light distance and scanning pattern
- Indications are documented with part number, date, and disposition
Step 5: Verify the Quality Records (Traceability)
Ask to see the MPI inspection records for a specific batch of castings. The records should be traceable back to individual parts (or heat/lot numbers). Look for:
- Part identification: Part number, drawing revision, material grade, heat number.
- Inspection parameters: Magnetizing current/field strength, particle type, UV intensity, ambient light level.
- Results: Number of parts inspected, number accepted, number rejected, reason for rejection.
- Disposition: For rejected parts—are they scrapped, reworked, or quarantined? For accepted parts—is there a stamp or mark indicating MPI pass?
- Signature & date: The inspector's signature and the date of inspection.
I recommend pulling a random sample of 5–10 part records and tracing them back to physical parts in the warehouse or shipping area. If the records say "inspected and passed" but the parts have no MPI stamp, that's a gap.
- Inspection records are complete and traceable to individual parts/heats
- Rejection reasons are documented, and rejected parts are physically segregated
- Accepted parts have a clear MPI pass mark (stamp, tag, or report)
- Records match physical parts (random sample check)
Common MPI Audit Failures (And How to Avoid Them)
Over the years, I've seen the same issues surface again and again. Here are the top five I'd flag for any buyer:
| Issue | What You'll See | Real Risk | How to Catch It |
|---|---|---|---|
| Uncertified operator | Vague "training certificate," no ASNT scope | Missed cracks, inconsistent inspection | Ask for the ASNT card. Check scope & expiry. |
| Expired yoke calibration | No sticker, or sticker date >12 months old | Weak field, cracks not detected | Read the sticker. Ask for last calibration report. |
| Wrong particle type for surface | Dry powder on ground surface (Ra >3.2 μm) | Particles can't migrate, false negatives | Compare surface finish to particle type in procedure. |
| Single-direction magnetization | Yoke applied in only one orientation | Cracks parallel to field direction are invisible | Watch the inspection. Ask for two perpendicular directions. |
| No demagnetization check | Residual field >0.5 mT on finished parts | Interference with machining, assembly, or post-processing | Ask for demag procedure and verify with a Gauss meter. |
MPI vs. Other NDT Methods: Where Does It Fit?
You might be wondering: Should I require MPI, or something else? Here's a quick comparison to help you decide what's right for your parts.
| Method | Best For | Limitations | Cost per Part (Est.) |
|---|---|---|---|
| MPI (Magnetic Particle) | Surface & near-surface cracks in ferromagnetic materials | Only works on magnetic materials; surface prep required | $0.50–$2.00 (🟡 estimate) |
| Dye Penetrant (PT) | Surface cracks in any material (non-porous) | Slower for large parts; less sensitive than MPI for fine cracks | $0.30–$1.50 (🟡 estimate) |
| Eddy Current (ET) | Surface & sub-surface cracks in conductive materials | Limited depth penetration; requires skilled interpretation | $0.80–$3.00 (🟡 estimate) |
| Ultrasonic (UT) | Sub-surface & internal volumetric defects | Requires couplant; limited on thin sections | $1.50–$5.00 (🟡 estimate) |
For most steel and iron castings where surface integrity is critical (valves, fittings, structural components, automotive parts), MPI is the gold standard—cost-effective and highly sensitive when done correctly.
How to Write MPI Requirements Into Your RFQ
The best time to think about MPI is before you place the order. Here's a template you can adapt for your RFQ:
"All ferromagnetic castings shall be 100% magnetic particle inspected per ASTM E1444. The supplier shall maintain a written MPI procedure referencing ASTM E1444, with current ASNT Level II (or higher) certification for all operators performing MPI. Calibration of magnetic yoke, UV light, and bath concentration shall be within 12 months of the inspection date. Inspection records shall be traceable to individual heat numbers and include part identification, inspection parameters, results, and operator signature. A copy of the written procedure and current certification cards shall be provided to the buyer upon request."
This clause gives you the legal and contractual backing to request all the documentation we've discussed. Without it, you're asking for favors. With it, you're enforcing a requirement.
What to Do When Your Supplier Fails an Audit Point
Let's be realistic. Not every supplier will pass all five checkpoints on the first visit. Here's a practical escalation path:
- Minor gap (e.g., documentation not up-to-date): Issue a corrective action request (CAR) with a 30-day deadline. Ask for updated procedures and evidence of training.
- Moderate gap (e.g., expired calibration): Require immediate recalibration and a re-inspection of all parts inspected since the calibration expiry. Hold shipment until verified.
- Critical gap (e.g., uncertified operator, no written procedure): This is a deal-breaker. Do not release any orders until the supplier demonstrates a fully compliant MPI program with a third-party audit. Consider requalifying the supplier from scratch.
I've seen suppliers turn around quickly when the buyer is clear and consistent. I've also seen suppliers who will never invest in proper NDT. The key is knowing which one you're dealing with.
FAQ
What's the difference between MPI and dye penetrant inspection?
MPI uses magnetic fields and ferromagnetic particles to detect cracks; it works only on ferromagnetic materials (steel, iron, nickel) and can detect both surface and near-surface defects. Dye penetrant uses capillary action to draw a visible dye into surface openings; it works on any non-porous material but only detects defects open to the surface. MPI is generally more sensitive for fine cracks in magnetic materials.
How often should MPI equipment be calibrated?
Per ASTM E1444, the magnetic yoke or prod should be calibrated at least every 12 months. UV light intensity should be checked before each use (daily at minimum). Bath concentration should be verified at the start of each shift using a settling test.
Can MPI be performed on stainless steel castings?
Only if the stainless steel is ferromagnetic. Austenitic stainless steels (304, 316) are non-magnetic and cannot be inspected with MPI. Martensitic and duplex stainless steels are magnetic and can be inspected with MPI. When in doubt, test with a magnet first.
What is a "false indication" in MPI, and how do you avoid it?
A false indication is a particle buildup that looks like a crack but is caused by surface roughness, sharp geometry changes, or magnetic particle clustering. Proper surface preparation (grinding, cleaning) and operator training reduce false indications. Experienced operators can distinguish false indications by their shape, location, and response to re-magnetization.
Is MPI required for all steel castings?
No. MPI is typically specified for safety-critical, pressure-containing, or high-stress applications. Common standards that require MPI include ASTM A802 (general steel castings), API 6A (wellhead equipment), and ASME B16.34 (valves). Your engineering team or a qualified third party should determine the NDT requirements based on the part's service conditions.
Your Next Move
Here's the honest truth: you don't need to become an NDT expert overnight. But you do need a system for verifying that your supplier's MPI program is real, current, and effective.
The five-step audit framework in this article gives you that system. Print it. Take it with you on your next supplier visit. Check each step.
And if you're thinking, "I don't have time to do all this myself," that's exactly why companies use an experienced procurement partner. The cost of a missed crack is never just the part—it's the downtime, the liability, the reputation damage.
Your move: Download the MPI Supplier Audit Checklist (PDF)—it's a one-page summary of the five checkpoints. Take it on your next visit. Or, if you want a second set of eyes on your supplier's NDT program, reach out to our team. We've audited hundreds of foundries across Asia. We know what to look for.
18+ years auditing NDT programs across 200+ foundries in Asia.
References: ASTM E1444-22 Standard Practice for Magnetic Particle Testing • ASNT SNT-TC-1A Personnel Qualification and Certification • ASTM E709-21 Guide for Magnetic Particle Testing • API 6A-2022 Specification for Wellhead and Tree Equipment • ISO 9712 Non-destructive Testing Qualification and Certification.
Disclaimer: This article provides general guidance for supplier audits. Always consult with a qualified NDT Level III specialist for specific inspection requirements. Data estimates are labeled with confidence levels as per our content policy.
Need Help with Magnetic Particle Inspection: How to Audit Your Supplier's NDT Program?
Get matched with 3 verified foundries in 24 hours. No markup, transparent pricing.
Request Quotes →