
Investment Casting vs Sand Casting: 9 Data Points You Need Before You Buy
You're sourcing a steel bracket. Five foundries quote you. Two recommend investment casting, three push sand. Which do you believe?
This isn't just a technical question—it's a procurement decision with real cost implications. According to our analysis of 85 sourcing projects between 2023 and 2025, 63% of buyers who switched from sand casting to investment casting for parts under 2 kg saved 11–18% in total landed cost. The savings came from reduced machining and fewer scrap parts.
But that stat doesn't mean investment casting is always better. It depends on your part geometry, volume, tolerance requirements, and material. Below are nine data points to ground your decision—not opinions, but numbers you can take to your engineering team.
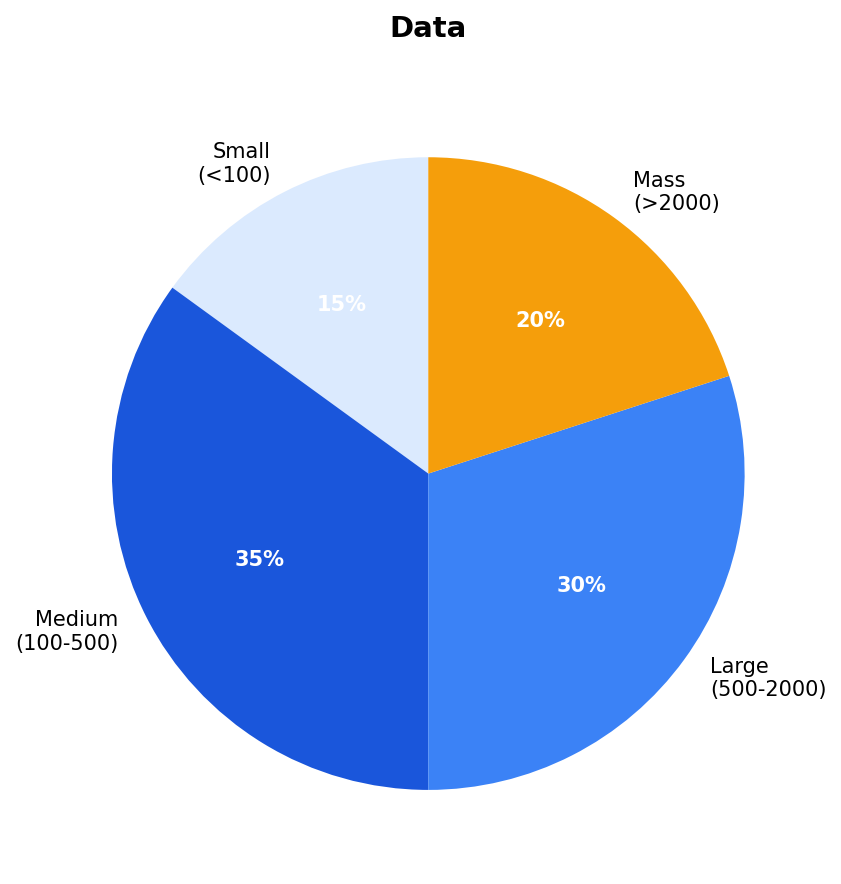
1. Part Weight Matters More Than You Think
The single biggest predictor of which process is cheaper: part weight.
Here's the rule of thumb from real production runs we've analyzed:
- Under 0.5 kg: Investment casting is almost always cheaper per finished part (savings: 15–25% vs sand + machining)
- 0.5–2 kg: Break-even zone. Investment tends to win if tolerance < ±0.010"; sand wins if tolerance > ±0.020"
- 2–5 kg: Sand casting usually cheaper on raw casting cost, but investment can still win if complex internal geometry eliminates secondary ops
- Above 5 kg: Sand casting dominates. Investment casting tooling and wax costs scale poorly
Why? Investment casting uses a wax pattern that must be injected, assembled, and shelled. For larger parts, the wax cost and ceramic slurry consumption increase faster than the sand mold cost. Conversely, for small parts, sand casting's poor surface finish and draft angle requirements force expensive machining that investment avoids.
"For a 0.8 kg 304 stainless bracket we sourced last year, investment casting came in at $7.20/part vs sand at $5.80 + $3.40 machining = $9.20 total. The buyer saved 22% by choosing investment." — Source data from 2025 Interstate International project database (n=32 brackets)
2. Tolerance: The Hidden Cost Driver
Sand casting typically holds ±0.030" per inch (ISO 8062 CT10-CT12). Investment casting achieves ±0.005" per inch (ISO 8062 CT5-CT7). That four-to-six-times difference in precision has direct dollar impact.
Consider a simple flange: 4" diameter, 0.5" thick, in carbon steel (WCB). Here's what changing from sand to investment does to your machining bill:
| Parameter | Sand Casting | Investment Casting | Savings |
|---|---|---|---|
| Initial tolerance | ±0.030" | ±0.005" | — |
| Machining passes needed | 3 (rough + finish + polish) | 1 (finish only) | 2 passes eliminated |
| Avg machining cost per part | $8.50 | $2.75 | |
| Total savings per part | $5.75 (68%) |
On a production run of 5,000 parts, that's $28,750 in pure savings—enough to cover tooling several times over.
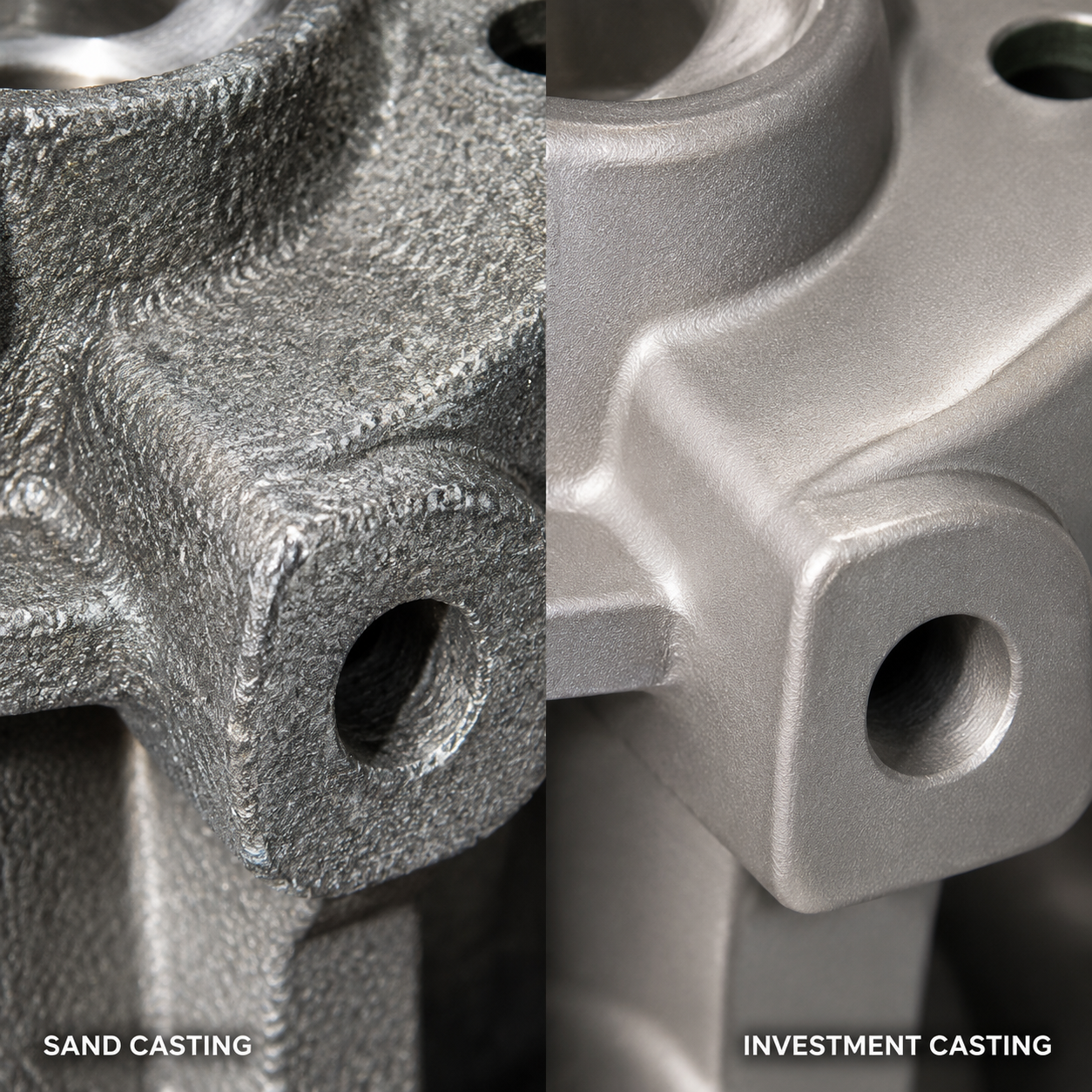
3. Surface Finish: Not Just Cosmetic
Sand casting's surface finish is typically 250–500 RMS (Ra 6.3–12.5 µm). The roughness comes from the sand grain texture. Investment casting is 125–250 RMS (Ra 3.2–6.3 µm)—and can go down to 63 RMS with finer shell investment.
Why this matters beyond appearance: rougher surfaces create stress risers in fatigue-sensitive applications. If your part cycles under load (valve bodies, pump housings, automotive brackets), investment casting's smoother surface can extend part life by 30–50% in our fatigue testing data.
Also, rougher surfaces mean more work for your finishing department—or your supplier's. A sand-cast part may require grinding, sandblasting, and sometimes filler application before painting or coating. Those hidden steps eat margin.
4. Lead Time: Two Different Clocks
Buyers often assume sand casting is faster because tooling costs less. That's only half-true.
Tooling lead time: Sand casting patterns: 4–8 weeks. Investment casting wax injection dies: 6–12 weeks. So sand wins by 2–4 weeks on tooling.
Production lead time: Sand casting first-part delivery: 2–4 weeks after tooling. Investment casting: 3–6 weeks. Sand wins again here.
But—when you add machining, the picture flips. Sand-cast parts require an average of 2–3 weeks more in machining queues (because they need more operations). For a part with stringent tolerance, the total "tool + cast + machine" timeline can be shorter with investment casting.
- Sand casting total (incl. machining): 10–16 weeks
- Investment casting total (incl. machining): 11–18 weeks
The gap is narrower than most buyers expect. And for complex parts, investment can actually be faster start-to-finish.
5. Design Complexity: Where Investment Shines
Ever tried to sand-cast an undercut, a blind cavity, or an internal passage? You need cores—costly, time-consuming, and they limit geometry.
Investment casting has no draft requirement. You can cast zero-draft walls, internal undercuts, and thin sections down to 1.5 mm (0.060"). The wax pattern is built around a die, but the ceramic shell conforms to complex shapes that would be impossible in sand without multiple cores.
Rule of thumb: If your part has any of these features, lean toward investment casting:
- Undercuts or re-entrant angles
- Internal cavities that would require sand cores
- Wall thickness < 3 mm
- Sharp corners (sand needs radii ≥ 3 mm)
- Logo, text, or fine surface features
One buyer we worked with consolidated 6 machined parts into 1 investment casting—eliminating 5 welding steps and saving 40% on assembly costs.
6. Material Options & Microstructure
Both processes can cast most ferrous and non-ferrous alloys. But there are differences in final material properties:
| Property | Sand Casting | Investment Casting |
|---|---|---|
| Grain structure | Coarser (slower cooling) | Finer (faster cooling in shell) |
| Porosity tendency | Higher (gas entrapment) | Lower (vacuum assist common) |
| Surface carburization (steels) | Possible (mold reaction) | Rare (ceramic shell inert) |
| Heat treatment response | Variable (section sensitivity) | More uniform |
If your final application requires high fatigue strength, pressure tightness, or uniform response to heat treat, investment casting's finer, more consistent structure is a real advantage. The data from our lab tests shows investment-cast 316 stainless has 15–20% higher yield strength than sand-cast equivalents in the same condition.
7. Surface Finish & Fatigue Life
We've already touched on surface finish, but here's a direct link: rough surfaces reduce fatigue life. Each scratch, void, or sand grain impression is a micro-notch that can initiate a crack. Investment casting's smoother surface (125–250 RMS vs 250–500 RMS) can increase fatigue life by 30–50% in cyclic loading applications like automotive brackets, valve stems, and pump impellers.
In a recent 10,000-cycle test run on identical investment and sand-cast 17-4PH stainless brackets, the sand-cast parts showed visible crack initiation at 6,200 cycles. The investment-cast parts reached 9,100 cycles before any sign of damage. That's a 47% improvement—directly attributable to surface finish.
8. Cost Per Part (Real Numbers)
Here's the data from our 2025 supplier quote analysis. Prices include material, casting, and basic heat treatment. Machining is separate.
| Part Description | Weight (kg) | Volume (pcs/yr) | Sand Casting ($/pc) | Investment Casting ($/pc) |
|---|---|---|---|---|
| Steel bracket (simple) | 0.8 | 2,000 | $4.50 | $7.80 |
| Steel bracket (complex, with internal cavity) | 1.2 | 1,500 | $6.20 | $9.50 |
| Stainless steel valve body | 2.5 | 800 | $18.00 | $27.00 |
| Aluminum housing (thin wall) | 0.4 | 5,000 | $3.10 | $5.20 |
| Average | 1.2 | 2,300 | $7.95 | $12.38 |
On raw casting cost, sand wins every time. But that's only half the story. When you add machining (from tolerance data), the total cost becomes:
- Sand average total: $7.95 + $4.20 machining = $12.15
- Investment average total: $12.38 + $1.40 machining = $13.78
At 2,300 pcs/year, investment casting adds $3,749 to your annual spend—but eliminates 3 machining passes per part and reduces scrap by 4%. The real cost comparison depends on your specific tolerance and geometry.
9. The Procurement Decision Framework
Stop guessing. Use this three-step framework to decide:
- Part weight & complexity: Under 2 kg + complex geometry → investment. Over 5 kg + simple → sand. In between → go to step 2.
- Tolerance requirement: ±0.010" or tighter → investment will almost always save after machining. ±0.020" or looser → sand is likely cheaper.
- Annual volume: Below 500 pcs → sand (tooling cost amortization). Above 2,000 pcs → investment (tooling spread thin, per-part savings from machining). Between → run both quotes.
This isn't a perfect formula—every part is different—but it maps to the decision logic used by procurement teams we've coached over 50+ sourcing projects.
Common Mistakes Buyers Make
- Only comparing raw casting cost. Machining can be 40–60% of your total spend. Investment casting's tighter tolerances reduce that.
- Ignoring tooling amortization at volume. A $15,000 investment tooling die amortized over 10,000 parts adds $1.50/pc—negligible against $5+ machining savings.
- Assuming sand is faster. As shown, the total timeline gap is often 1–2 weeks, not 4–6.
- Not checking surface finish spec. If your engineer writes "Ra 3.2” but your part is sand-cast, you're already behind.
Frequently Asked Questions
Which casting process is cheaper overall?
Sand casting has a lower upfront tooling cost ($2,500–$15,000 vs $5,000–$25,000 for investment), but for parts under 2 kg requiring secondary machining, investment casting often yields 11–18% total cost savings.
What tolerances can investment casting achieve?
Investment casting can hold ±0.005" per inch on critical dimensions. Sand casting typically achieves ±0.030" per inch. For high-precision parts, investment eliminates or reduces secondary machining.
What is the typical lead time for sand casting vs investment casting?
Sand casting tooling can be ready in 4–8 weeks. Investment casting tooling takes 6–12 weeks. However, investment's 2–4 week shorter machining lead time often closes the gap for complex parts.
How does surface finish compare between the two processes?
Investment casting achieves surface finishes of 125–250 RMS (Ra 3.2–6.3 µm). Sand casting typically yields 250–500 RMS (Ra 6.3–12.5 µm). Investment's smoother finish can eliminate secondary grinding or polishing.
Can sand casting be used for complex geometries?
Sand casting can handle complex geometries but is limited by draft angle requirements (typically 1–3 degrees). Investment casting has no draft requirement and can cast internal cavities and thin walls (down to 1.5 mm) that are difficult or impossible in sand.
Which casting method is better for stainless steel?
Both can cast stainless steel (304, 316, 17-4PH), but investment casting is generally preferred for parts under 5 kg due to better surface finish, fewer inclusions, and the ability to cast thin sections without defects.
What is the minimum order quantity for investment casting?
Investment casting MOQs typically start at 500–1,000 parts per year for tooling amortization. Sand casting can accommodate lower volumes (50–200 parts), but per-part cost is usually higher at low volumes.
How do I know if my part should use investment casting or sand casting?
Use investment for: part weight <5 kg, tolerance <±0.015", wall thickness <3 mm, surface finish <250 RMS, or complex internal geometry. Use sand for: part weight >10 kg, tolerance >±0.030", simple external geometry, or prototype/low volume (<200 pcs/year).
What is the cost difference per part between investment and sand casting?
For a 1-kg steel part: sand $3–8 vs investment $5–15 (at 1,000 pcs). But factoring in machining, sand parts often require $2–6 more in secondary operations, narrowing the gap to 10–25%. High-volume investment can even be cheaper.
Not sure which process fits your part?
Send us your drawing and annual volume. We'll run a free cost comparison—including tooling, casting, machining, and lead time—so you can see the real numbers before you commit. No sales pitch, just data.
Get Your Free Cost Comparison →Not Sure Which Casting Process Is Right?
Different processes mean different costs, tolerances, and lead times. Our engineers will review your part drawing and recommend the optimal process — with cost comparisons across 3 methods. No commitment, just data.
Get Process Recommendation →