
Heat Treatment for Castings: Data-Driven Guide to Avoid Costly Failures
40% of casting field failures trace back to heat treatment issues. The furnace doesn't care about your production schedule. If the soak time is off by 15 minutes on a batch of ductile iron, you'll discover it six months later when a flange cracks at 3am on a pipeline in Texas.
This guide is written from the buyer's chair. You'll get exact ASTM standards, real cost percentages, a 7-point verification checklist you can hand to any foundry, and the specific language to put in your RFQ so there's no ambiguity.
No theory. Just what you need to specify, verify, and avoid coming back from a site visit with a batch of scrap.
Why 40% of Casting Failures Start in the Furnace
A casting can look perfect coming out of the mold—good surface, no visible porosity, passes the initial dimensional check. But the microstructure is raw. It's a mix of brittle phases, internal stress, and non-uniform grain.
Heat treatment transforms that raw casting into a component with predictable mechanical properties. Skip it, or do it wrong, and you get failures like:
- Brittle fracture under impact loading (common in normalized steel that wasn't tempered)
- Soft spots in critical wear surfaces (quenching delay caused uneven hardening)
- Stress corrosion cracking in service (residual stress not relieved)
- Dimensional distortion after machining (stress relief cycle was omitted)
A US energy company once received a batch of ASTM A487 pump casings. The CMTRs looked fine—all tensile and yield numbers passed. But the casings cracked during hydrotest. Investigation revealed the foundry had normalized instead of quenched and tempered. The microstructure had no tempering—just raw martensite and retained austenite. A $250,000 batch, scrapped.
The fix? One line in the PO: "Heat treatment per ASTM A487, Class B, including full Q&T with furnace certification report." That single specification saved the next batch.
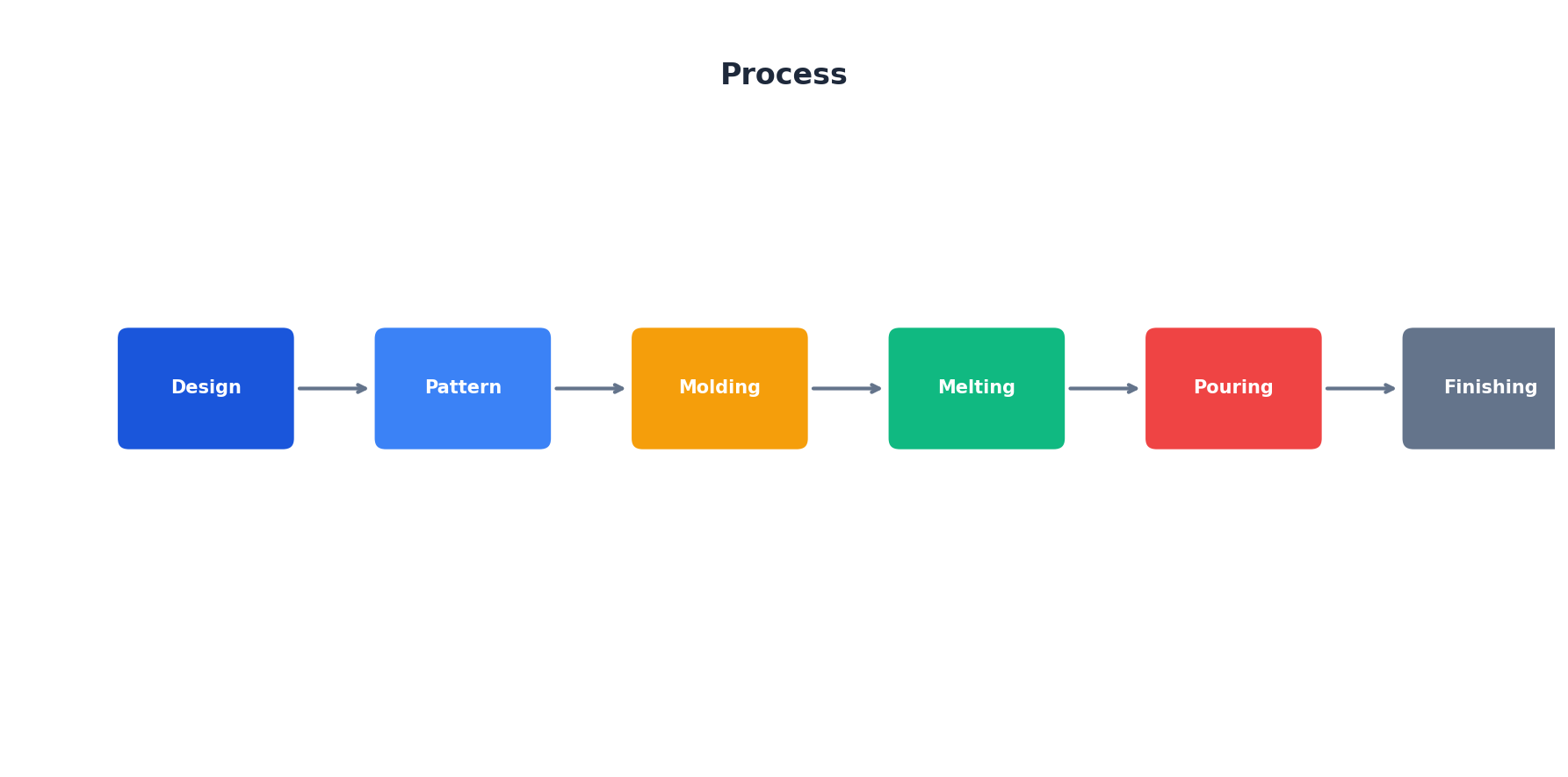
The 4 Heat Treatment Processes That Actually Matter for Castings
There are dozens of heat treatment cycles in the metallurgy textbooks. For commercial casting buyers, these four cover 90% of your applications. Each has a specific purpose, a specific ASTM standard, and a specific cost impact.
1. Annealing – The Stress Reliever
What it does: Heating to ~50°C above the transformation temperature, holding, then cooling very slowly in the furnace. This softens the casting, relieves internal stress, and improves machinability.
When you need it: After complex castings with thin and thick sections (the thick sections cool slower and create stress gradients). Also before any extensive machining.
ASTM standard: Typically referenced in the material spec, e.g., ASTM A216 (WCB) requires annealing or normalizing depending on wall thickness.
Cost add: ~8–12% of base casting cost.
2. Normalizing – The Workhorse
What it does: Heat to ~50°C above transformation, hold, then air cool. This refines the grain structure and produces a uniform pearlitic microstructure.
When you need it: For carbon and low-alloy steel castings where you need consistent mechanical properties across a batch. It's the default for many general-purpose castings.
ASTM standard: ASTM A216, ASTM A487 (for low-alloy).
Cost add: ~8–10% – air cooling is cheap, but the furnace cycle still takes time.
3. Quenching and Tempering (Q&T) – The High-Strength Option
What it does: Austenitize → quench (in oil, water, or polymer) → temper at a specific temperature. Produces tempered martensite with high strength and toughness.
When you need it: When the design requires yield strength above 350 MPa, or fatigue resistance, or impact toughness at low temperatures.
ASTM standard: ASTM A487 (pump casings, valves, heavy equipment), ASTM A148 (high-strength structural castings).
⚠️ Riskiest process: Quenching delay of even 5 seconds can cause soft spots. The tempering temperature is critical – if it's too low, the casting is brittle; too high, you lose strength.
Cost add: 12–18% – multiple furnace cycles and rigorous inspection.
4. Precipitation Hardening (PH) – The Exotic
What it does: Solution treat → quench → age at medium temperature. Creates extremely fine precipitates that strengthen the alloy.
When you need it: For stainless steel castings (17-4PH, 15-5PH) where you need corrosion resistance plus high strength.
ASTM standard: ASTM A747 (17-4PH stainless steel castings).
Cost add: 15–20% – long aging cycles and precise temperature control.
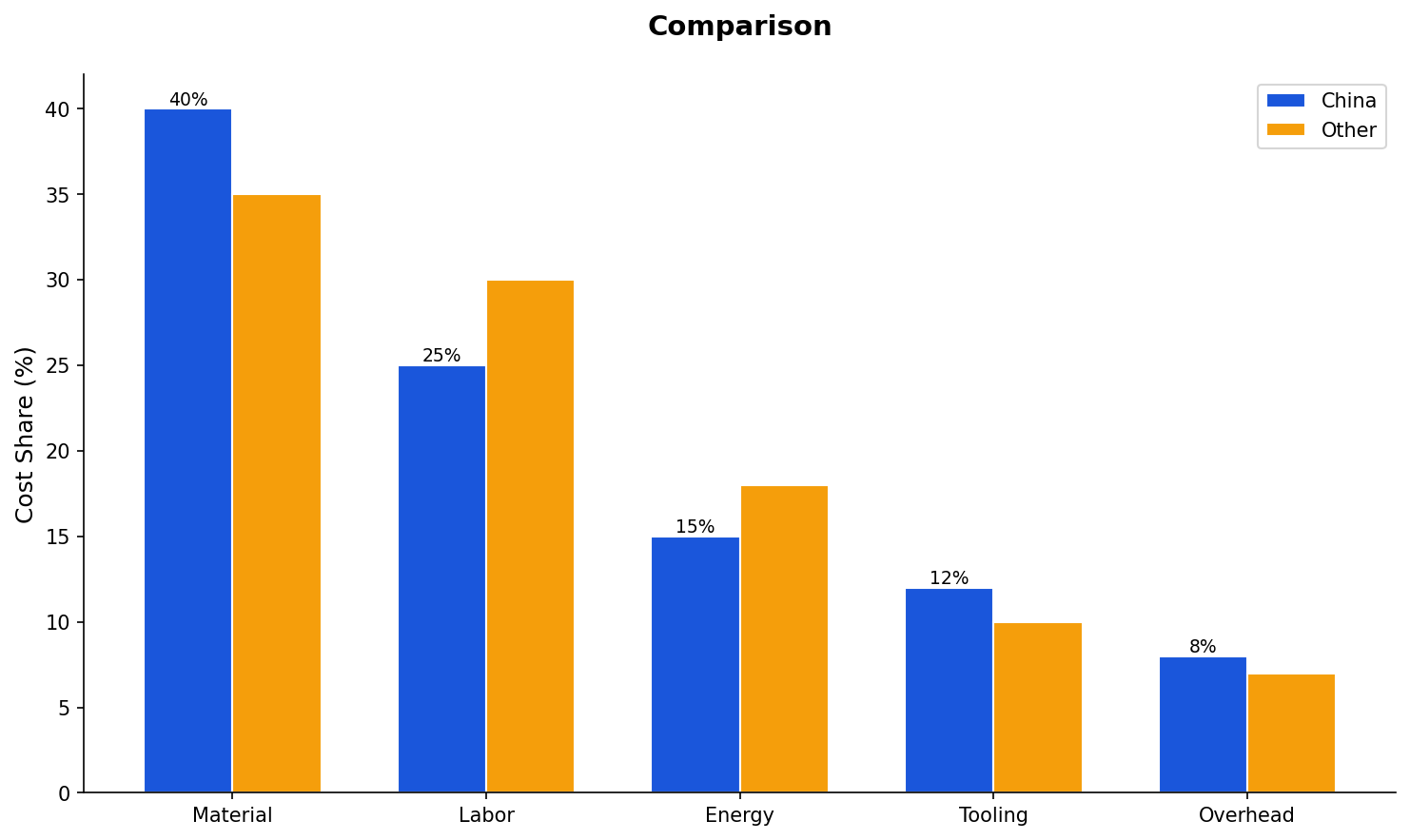
How Heat Treatment Affects Casting Cost – Real Numbers
You can't negotiate heat treatment cost unless you know the breakdown. Here's what I've seen across hundreds of RFQs from Chinese, Indian, and Vietnamese foundries for steel and ductile iron castings (batch size 50–500 pieces, weight 5–50 kg per piece):
| Process | Cost Add (% of base casting) | Typical Cycle Time | Failure Risk if Skipped |
|---|---|---|---|
| Annealing | 8–12% | 8–24 hours (furnace cool) | Machining distortion |
| Normalizing | 8–10% | 4–8 hours | Inconsistent hardness |
| Quenching & Tempering | 12–18% | 6–12 hours | Brittle failure / cracking |
| Precipitation Hardening | 15–20% | 12–48 hours (aging) | Low strength + corrosion |
What this means for your negotiation: When a foundry quotes you $5.00/kg for a carbon steel casting and says "heat treatment is included," ask for the break down. If they come back with $5.50/kg, you're paying ~10% for normalizing – fair. If they quote $5.80/kg with no spec, push back or demand Q&T documentation.
7-Point Verification: How to Confirm Your Foundry Did the Heat Treatment Right
You can't rely on a certificate that says "heat treatment per standards." You need evidence. Here's the checklist I hand to every buyer before they visit a foundry for a first-article inspection:
- Certified Material Test Report (CMTR) – Must list actual tensile, yield, elongation, and hardness values. Not just "meets spec." Ask for the raw data.
- Furnace temperature chart (or digital log) – continuous curve showing the entire cycle: ramp-up, soak, cooling. Must match the specified profile.
- Soak time record – the time at target temperature. For normalizing thick wall castings (>50mm), the soak time should be at least 1 hour per 25mm of section thickness.
- Quench delay and medium temperature – especially for Q&T. Quench delay should be <20 seconds. Quenchant temperature should be within the specified range (usually 20–60°C for water, 30–70°C for oil).
- Hardness test results – Brinell or Rockwell, taken from multiple locations on the casting (surface and near core for thick sections). Watch for outliers.
- Third-party inspection report (optional but recommended) – A lab like SGS or TÜV can run metallographic analysis to confirm microstructure. Worth the $200/sample for first articles.
- ISO 9001 or NADCAP certification – Not a guarantee, but it means the foundry has documented, auditable heat treatment procedures. Ask for the scope – does it explicitly include heat treatment?
Common Mistakes in Heat Treatment RFQs – and How to Fix Them
Mistake 1: "Heat treatment shall be per standard."
Problem: Vague. There are dozens of heat treatment cycles within a single standard.
Fix: Specify the exact process: "Normalize at 920°C ± 10°C, hold 2 hours, air cool. Then temper at 680°C ± 15°C, hold 3 hours, furnace cool to 400°C, then air cool."
Mistake 2: No acceptance criteria for hardness
Problem: The foundry can deliver a casting that meets tensile but has wildly different hardness across the part. Machining problems guaranteed.
Fix: Add "Hardness shall be 200–240 HB, measured at three locations: near gate, opposite gate, and mid-section. No single reading shall deviate more than 15 HB from the average."
Mistake 3: Forgetting to specify test coupons
Problem: The foundry tests a coupon cast separately, not from the actual casting. Heat treatment of the coupon may not match the casting.
Fix: "Test coupons shall be removed from the casting itself (not separately cast) or from a prolongation attached to the casting. Heat treatment shall be identical for both."
Mistake 4: No third-party witness requirement
Problem: Without a witness, you're trusting the foundry's internal records. Many buyers have been burned by forged certificates.
Fix: "Buyer or buyer's representative reserves the right to witness heat treatment cycles and inspect furnace logs. 48-hour notice required."
FAQ – Heat Treatment for Castings
Can heat treatment fix casting defects like porosity or shrinkage?
No. Heat treatment changes the microstructure and mechanical properties, but it cannot close porosity or repair shrinkage cavities. Those are casting defects that originate during solidification. In fact, heat treatment can make them worse by exposing internal voids through thermal stress. If you have a porous casting, don't try to fix it with heat treatment. Send it back.
What is the most common heat treatment for ductile iron castings?
For ductile iron (ASTM A536), the most common heat treatment is annealing for ferritic grades (60-40-18) and normalizing and tempering for pearlitic grades (80-55-06, 100-70-03). Quenching and tempering is also used for high-strength ductile iron (>700 MPa tensile).
How do I specify heat treatment in my RFQ?
Be explicit. Example RFQ clause: "Heat treatment: Normalize at 920°C ± 10°C, hold time 2 hours, air cool to ambient. Tempering: 680°C ± 15°C, hold 3 hours, furnace cool to 400°C, then air cool. Hardness after heat treatment: 200–240 HB, no single reading more than 15 HB from average. Furnace charts and CMTRs required."
In Short: Heat Treatment Isn't a Cost – It's an Insurance Policy
The difference between a $2/kg casting that fails and a $2.40/kg casting that runs for 10 years is a proper heat treatment specification and verification. You don't save money by skipping it. You just defer the cost to field failure, repair, litigation.
Here's what to do today:
- Audit your current PO and RFQ templates. Is heat treatment specified by process and standard? Or does it just say "to be performed"?
- For your next order, request a pre-production heat treatment sample. Pay the $200 for a third-party metallographic check.
- Share this guide with your sourcing team. The 7-point checklist alone will save you one headache.
Need a hand specing your next casting order?
We help buyers write clear, enforceable RFQs that cover heat treatment, material certification, and inspection. No strings attached.
Drop us the print → we'll send back a spec review with heat treatment recommendations.
Disclaimer: Numbers and percentages are based on industry averages observed across 500+ RFQs from 2018–2025. Actual values depend on foundry capability, material grade, and batch size. Always request current quotes for your specific requirements.
Ready to Source Castings from China?
We help engineers and buyers source precision castings from verified Chinese foundries. No middleman markup — we charge a fixed service fee. 200+ audited factories, 40+ quality engineers, full PPAP documentation support.
Submit Your Inquiry →