
You're sourcing aluminum parts. You've got drawings, a target price, and a deadline. The supplier asks: "Die casting or investment casting?"
Pick wrong, and you'll either overpay on tooling by $40,000 or get stuck with parts that don't hold tolerance. I've seen procurement managers burn six figures on the wrong process — not because the supplier was shady, but because the decision framework they used was incomplete.
This guide gives you the actual data. Not "die casting is for high volume" — but how high, how much cheaper, and where the crossover point sits for aluminum parts. You'll walk away with a repeatable decision framework, not just a blog post.
How Each Process Actually Works (Skip This If You Know)
Before we hit the numbers, you need to understand the fundamental difference — because it drives everything else: cost, lead time, quality, and design flexibility.
Die Casting: High-Pressure Injection
Molten aluminum is injected into a steel mold (die) at 1,500–25,000 psi. The metal fills the cavity in milliseconds, then solidifies under pressure. Cycle time: 30–120 seconds per shot, depending on part size and wall thickness.
The mold is a hardened tool steel block, precision-machined with CNC. That tool costs $15,000–$80,000 depending on complexity, number of cavities, and whether you need slides or cores. But once it's paid off, each part is cheap — because the cycle is fast and the labor per part is low.
Investment Casting: Wax + Ceramic Shell
A wax pattern is injected (using a simple aluminum die), coated in ceramic slurry, fired to remove the wax, then poured with molten aluminum. The ceramic shell is broken off after solidification.
Cycle time per part: 24–72 hours — because the ceramic shell needs to build up in layers. But the wax injection die costs only $2,000–$10,000 — much cheaper than a die casting mold. This makes investment casting viable for low-volume runs where tooling amortization would kill you in die casting.
Cost Showdown: Where the Crossover Point Sits
Here's where most procurement teams get it wrong. They compare per-part prices without factoring in tooling amortization. You need to look at total cost per part across the expected production volume.
Tooling Cost
- Die casting mold: $25,000–$80,000 for a single-cavity production tool. Multi-cavity tools push higher.
- Investment casting wax die: $2,000–$10,000. Simpler design, lower material cost, faster to machine.
The die casting mold costs 5–10x more upfront. That's the single biggest factor in your decision.
Per-Part Cost (at scale, tooling excluded)
- Die casting: $0.80–$2.50 per part for typical aluminum parts in volumes of 10,000+ (varies by size and complexity).
- Investment casting: $2.00–$6.00 per part for similar parts at similar volumes. The labor and shell-building steps add cost.
The Break-Even Calculation
Let's run a real example. You need an aluminum bracket, about 0.5 kg, moderate complexity.
| Cost Item | Die Casting | Investment Casting |
|---|---|---|
| Tooling cost | $35,000 | $5,000 |
| Per-part cost (tooling excluded) | $1.20 | $3.80 |
| Total cost at 1,000 pcs | $36,200 | $8,800 |
| Total cost at 5,000 pcs | $41,000 | $24,000 |
| Total cost at 10,000 pcs | $47,000 | $43,000 |
| Total cost at 20,000 pcs | $59,000 | $81,000 |
| Break-even point | ~10,500 parts | |
Below ~10,500 parts, investment casting wins on total cost. Above that, die casting takes over — and the gap widens fast. At 50,000 parts, die casting saves you over $100,000.
But here's the catch: this assumes a single production run. If you're planning multiple batches over 3 years, the tooling is a one-time investment. Die casting becomes even more attractive because you spread the tooling cost across more parts.
Quality: Tolerance, Surface Finish, and Mechanical Properties
Cost isn't everything. Your parts need to fit, seal, and perform. Here's how the two processes stack up on the quality metrics that matter to procurement engineers.
Dimensional Tolerance
- Die casting: ±0.1 mm to ±0.3 mm for typical features. Tighter tolerances are possible but require more expensive tooling and longer setup.
- Investment casting: ±0.05 mm to ±0.13 mm for aluminum. The wax pattern can hold tighter dimensions because the die is lower-pressure and the ceramic shell doesn't shift during pouring.
If your part has critical mating surfaces or needs to seal against fluid, investment casting gives you a head start. But die casting can still hit tight tolerances — you'll just pay more for tooling and process control.
Surface Finish
- Die casting: Ra 0.8–3.2 μm as-cast. The steel mold gives a smooth surface straight out of the die. Often good enough for cosmetic parts without secondary finishing.
- Investment casting: Ra 1.6–6.3 μm as-cast. The ceramic shell leaves a rougher surface. Expect to budget for grinding, media blasting, or machining if cosmetics matter.
Mechanical Properties
Die-cast aluminum (A380, ADC12) typically has tensile strength of 320–350 MPa with 3–5% elongation. Investment-cast aluminum (A356-T6) can reach 280–330 MPa with 5–12% elongation after heat treatment.
The key difference: investment casting alloys can be heat-treated (T6) to improve strength and ductility. Die casting alloys generally can't — the high gas porosity from the injection process causes blistering during heat treatment.
Bottom line: If you need post-cast heat treatment or high ductility, investment casting is your only option among these two. If you need as-cast strength and surface finish, die casting wins.
Lead Time: Tooling vs Production Rhythm
Your schedule matters. Here's how the timelines break down.
Tooling Lead Time
- Die casting mold: 6–12 weeks for a production-grade tool. More complex tools (slides, cores, multi-cavity) push toward 14–16 weeks.
- Investment casting wax die: 2–4 weeks. Simpler design, faster machining, no need for hardened tool steel.
If you need parts in 6 weeks, die casting tooling won't make it. Investment casting can — assuming the wax die is straightforward.
Per-Part Production Lead Time
- Die casting: 30–120 seconds per shot. A single machine can produce 500–1,000 parts per shift. First articles can ship in days after tooling approval.
- Investment casting: 24–72 hours per cycle (shell building + firing + pouring + cool-down). But you run multiple shells in parallel, so throughput is higher than it sounds.
For a 10,000-part order, die casting will finish faster once the tool is ready. But the total timeline (tooling + production) may favor investment casting for small orders because of the shorter tooling lead time.
5-Factor Decision Framework for Procurement
Forget generic advice. Use this framework. Score each factor 1–5 (1 = die casting preferred, 5 = investment casting preferred), then add them up.
| Factor | Score 1 (Die Casting) | Score 3 (Neutral) | Score 5 (Investment) |
|---|---|---|---|
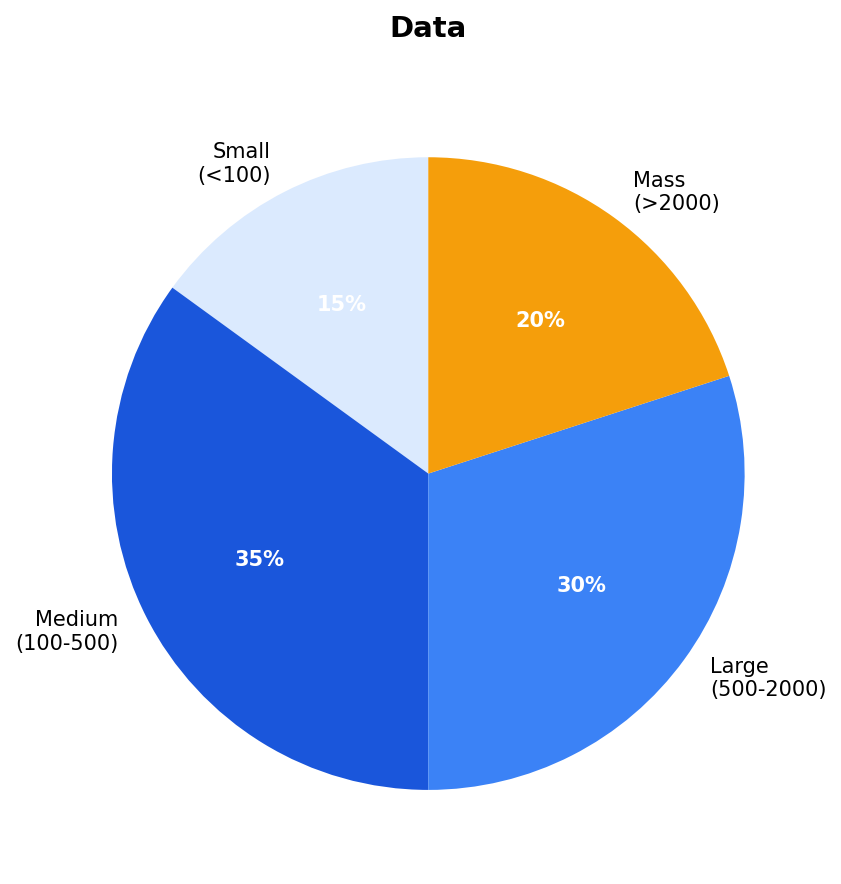
| 1. Annual volume | 10,000+ parts/year | 3,000–10,000 parts/year | Under 3,000 parts/year |
| 2. Tolerance requirements | ±0.2 mm or looser | ±0.1–0.2 mm | ±0.05 mm or tighter |
| 3. Surface finish needs | Cosmetic surface, no secondary finishing | Will accept media blasting or light grinding | Function over finish, will machine critical faces |
| 4. Design stability | Frozen design, no changes expected | Minor revisions possible | Early-stage design, changes likely |
| 5. Delivery timeline | 12+ weeks to first articles | 6–12 weeks | Under 6 weeks |
Scoring guide:
- 5–12 points: Die casting is your process. High volume, stable design, and you can absorb the tooling lead time.
- 13–18 points: Either could work. Run the cost breakeven calculation with your actual numbers. Consider a hybrid approach (die casting for high-volume variants, investment for low-volume).
- 19–25 points: Investment casting. Low volume, tight tolerances, fast turnaround needed, or design still evolving.
4 Mistakes Procurement Teams Make (and How to Avoid Them)
Mistake #1: Comparing Per-Part Cost Without Tooling Amortization
I've seen buyers reject die casting because the per-part quote was $1.20 vs $0.90 for a competing process — ignoring that the lower per-part cost required a $40,000 tool. Always calculate total cost at your expected volume.
Mistake #2: Assuming Investment Casting Always Gives Better Precision
Investment casting holds tighter tolerances on complex internal features. But for simple external dimensions, modern die casting with CNC-machined tooling can match investment casting precision — at half the per-part cost. Match the tolerance requirement to the process capability, not the reputation.
Mistake #3: Ignoring Secondary Operations
Investment casting often needs grinding, machining, or heat treatment. Die casting often needs trimming and deburring. These costs add up. Get a fully burdened cost (as-delivered, ready to use) from each supplier.
Mistake #4: Locking in the Process Before the Design Is Frozen
Changing a die casting mold costs $5,000–$15,000 per revision. Changing a wax injection die costs $500–$2,000. If your design isn't frozen, start with investment casting, then migrate to die casting once the design stabilizes and volume ramps.
Frequently Asked Questions
Which is cheaper: die casting or investment casting for aluminum parts?
For high volumes (10,000+ parts/year), die casting is cheaper per part. For low volumes (under 1,000 parts/year) or complex geometries, investment casting has lower total cost because the tooling investment is smaller. The breakeven point typically falls between 5,000 and 15,000 parts depending on part complexity.
What are the tolerance differences between die casting and investment casting?
Die casting typically achieves ±0.1 mm to ±0.3 mm depending on part size. Investment casting can hold ±0.05 mm to ±0.13 mm for aluminum. Investment casting wins on precision, especially for complex internal features and thin walls.
Can you use the same aluminum alloy for both processes?
Not exactly. Die casting uses alloys like A380, A383, and ADC12 with higher silicon content (8–12%) for fluidity and die life. Investment casting uses A356, 357, or 535 alloys optimized for heat treatment and weldability. Alloy selection depends on the process, not just the material spec.
Which process handles complex geometries better?
Investment casting generally wins for complex internal cavities, undercuts, and thin walls (down to 0.5 mm). Die casting can achieve complex shapes with slide actions and cores, but the tooling cost increases significantly. For a part with 3+ internal cavities or complex contours, investment casting is usually the more practical choice.
Can I migrate from investment casting to die casting after production ramps up?
Yes — this is actually a common strategy. Start with investment casting for initial production runs while the design stabilizes. Once volume justifies the tooling investment and the design is frozen, migrate to die casting for lower per-part cost. Just make sure your supplier can handle both processes, or work with a sourcing partner who can manage the transition.
Your Next Move
You've got the data. Now apply it to your part.
- Run the 5-factor scoring framework above.
- If the score tips toward one process, get quotes from 3 suppliers using that process.
- If the score is in the middle (13–18), request quotes from both and run the breakeven calculation with your actual volume.
- Ask each supplier for a fully burdened cost — tooling amortized over your expected volume, plus any secondary operations.
One more thing: don't go it alone. A good sourcing partner can help you evaluate suppliers, verify capabilities, and negotiate the tooling cost. You're not just choosing a process — you're choosing a supply chain strategy.
Need Help Evaluating Your Aluminum Part?
Send us your drawing and target volume. We'll run the decision framework, shortlist qualified suppliers, and give you a side-by-side cost comparison — free, no obligation.
Submit Your RFQ →Not Sure Which Casting Process Is Right?
Different processes mean different costs, tolerances, and lead times. Our engineers will review your part drawing and recommend the optimal process — with cost comparisons across 3 methods. No commitment, just data.
Get Process Recommendation →