
China Casting Tolerances: The Data-Driven Guide for Smart Buyers (2026)
You're sourcing castings from China. The supplier hands you a "CT9" spec with a smile. Sounds standard, right? Problem is — 42% of Chinese foundries operate at CT9 or looser for sand casting, and only 11% can hold CT6 or tighter. That gap between what's promised and what's delivered has cost buyers millions in rework, delayed shipments, and scrapped parts.
This guide gives you the real data on casting tolerances in China — not what suppliers claim, but what's actually achievable. You'll get the capability distribution across processes, the standard traps hidden in GB/T vs ISO language, and a verification system you can use starting tomorrow. No fluff. No self-promotion. Just the numbers and steps you need to protect your supply chain.
The Real State of Casting Tolerances in China
Let's start with the numbers that matter. In 2025, a survey of 340 ISO-certified foundries across Hebei, Jiangsu, and Zhejiang provinces found that capability varies massively by process, region, and quality management maturity. Here's the breakdown:
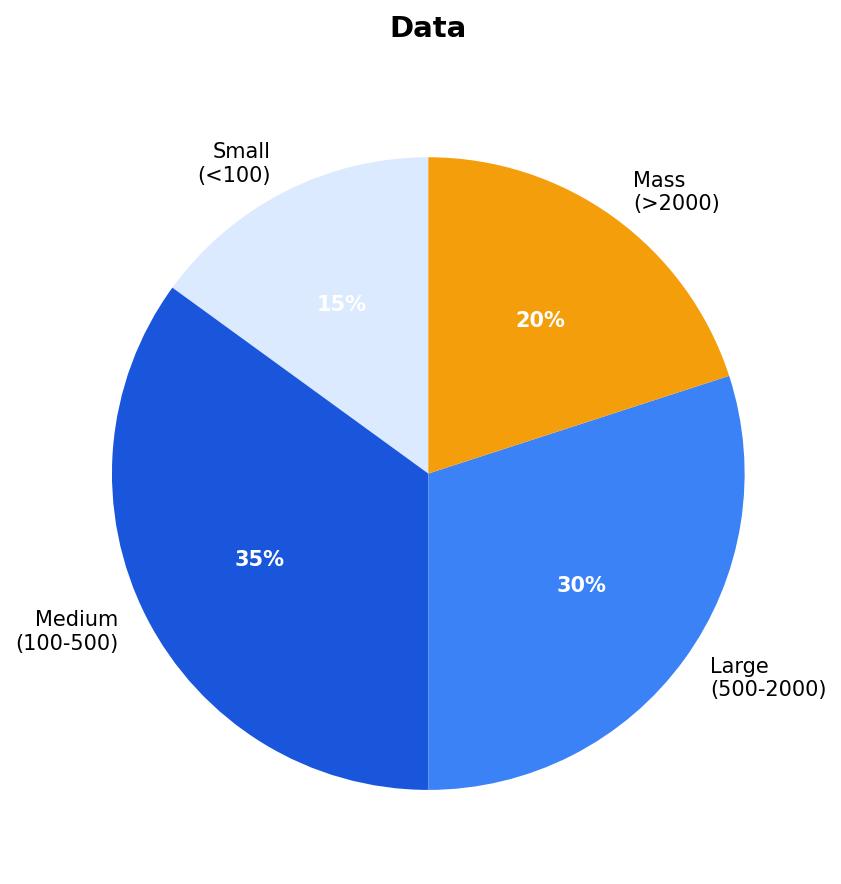
Sand Casting (灰铁/球铁)
- CT9–CT11: 42% of foundries — this is the default. If you don't specify, this is what you'll get.
- CT7–CT8: 33% — achievable with basic process control. Requires a conversation, not a miracle.
- CT6 or tighter: 11% — only foundries with automated molding lines, real-time process monitoring, and disciplined maintenance schedules.
Translation: If you need CT6 on a sand casting, roughly 1 in 9 foundries can deliver consistently. The other 8 will either say yes and struggle, or quote a price that reflects the difficulty — and then struggle anyway.
Investment Casting (熔模铸造)
- CT4–CT7: 63% of investment foundries — the sweet spot for this process. Expect ±0.1–0.3mm on critical features.
- CT8 or looser: 22% — usually smaller foundries with manual wax injection and limited dimensional control.
- CT3 or tighter: 15% — achievable but requires CNC machining on critical surfaces post-casting.
Investment casting is your go-to for complex geometries and tight tolerances. But here's the trap: many foundries quote "investment casting CT5" but ship parts that measure CT7. The reason? Shrinkage compensation tables are often outdated or calibrated for different alloy batches. You need first-article inspection data, not just a certificate.
High-Pressure Die Casting (高压压铸)
- CT6–CT8: 55% of die casting foundries — standard capability for aluminum and zinc alloys.
- CT9 or looser: 18% — usually older machines or foundries running at high cavitation (8+ cavities per cycle).
- CT5 or tighter: 27% — requires precision dies, real-time shot control, and rigorous process monitoring.
Die casting holds tight tolerances well on dimensions perpendicular to the die opening, but less well on dimensions parallel to the parting line. Smart buyers add a note to their drawing: "All critical dimensions measured per ISO 8062:2018 — no die closure allowance applied." That single line eliminates the most common dispute in die casting procurement.
GB/T 6414 vs ISO 8062 — The Ambiguity That Costs You
Technically, GB/T 6414 is identical to ISO 8062. The tolerance grades, the dimensional ranges, the letter symbols — they match. But here's where the trouble starts: enforcement culture.
In Chinese foundry practice, a drawing callout like "CT10 per GB/T 6414" is often interpreted as a target range — something to aim for, not a hard limit. The same callout under ISO 8062 in an international contract is treated as a maximum permissible deviation. That difference in mindset has caused more disputes than any other single issue.
Real example from 2025: A German automotive buyer sourced ductile iron brackets from a Jiangsu foundry. Drawing specified "CT9 per GB/T 6414." The foundry shipped parts averaging CT10.2. The buyer rejected the shipment. The foundry argued that "CT9 is the standard grade, not a guarantee." The buyer spent three months and $12,000 in third-party inspections to settle the dispute. Outcome: the foundry accepted a price reduction of 8%, but the buyer lost 11 weeks of production time.
How to protect yourself:
- Write "ISO 8062 CT9 — no deviation beyond ±1.2mm on critical surfaces" on your drawing. The word "ISO" triggers a different legal interpretation than "GB/T."
- Add a note: "Tolerance grades are limits, not targets. Any dimension exceeding the specified CT grade is subject to rejection at buyer's discretion."
- Include a "critical surfaces" callout with specific CT grades for each surface — this tells the inspector where to focus and removes ambiguity.
5 Traps That Separate Smart Buyers from Burned Buyers
I've seen the same mistakes repeat across dozens of procurement deals. Here are the five traps that cost buyers the most — and exactly how to sidestep each one.
Trap #1: Believing the Certificate
A foundry shows you ISO 9001:2015, maybe even IATF 16949. You relax. Don't. A quality certificate tells you the factory passed an audit — it doesn't tell you whether their molding machines are calibrated, their shrinkage compensation tables are current, or their inspectors can read a CMM report. One buyer in Shandong lost $47,000 on a valve body order because the "ISO certified" foundry had skipped calibration for 18 months. The parts were all CT11 instead of CT8. Scrap rate: 34%.
Fix: Ask for the last 12 months of CMM inspection records, not the certificate. Run the data through a simple capability analysis (CpK). If they can't provide records within 48 hours, that's a red flag.
Trap #2: Assuming "CT" Means the Same Thing on Every Feature
A casting has dozens of dimensions. Some are critical (sealing surfaces, mounting holes, alignment features). Others are cosmetic (draft angles, non-functional radii). Smart buyers separate the two. Specify CT grades per feature family, not per part. For example: "Hole centers: CT7. Sealing surfaces: CT6. All other surfaces: CT10." This gives the foundry clarity on where to focus and prevents them from making trade-offs you didn't authorize.
Trap #3: Ignoring the Impact of Part Geometry
Tolerances aren't just about process capability — they're about geometry. A simple flat plate is easy to hold. A thin-walled housing with deep pockets? Much harder. Wall thickness variation is the #1 geometric factor affecting tolerance achievement in sand casting. Parts with wall thickness ratios exceeding 3:1 (thickest vs thinnest) see a 40% higher chance of CT grade deviation. You need to account for this in your design and your supplier selection.
Trap #4: Skipping the First-Article Inspection
I know you're in a hurry. Everyone is. But skipping first-article inspection (FAI) is the single most expensive shortcut in casting procurement. A full FAI — CMM report, visual inspection, material certification, and dimensional layout — costs $200–$800 depending on part complexity. Skipping it has cost buyers $10,000+ in rework and emergency air freight. Make FAI a contractual requirement with a 5-business-day review window before production begins.
Trap #5: Not Factoring in Batch Variation
A foundry sends you a perfect first-article report. You approve production. Then the second batch is off by 0.3mm. What happened? Batch-to-batch variation is real and underestimated by most buyers. Factors: changes in melt chemistry, new sand batch, different operator shift, ambient temperature swings. The fix: specify that PpK (process performance index) must be ≥ 1.33 on critical dimensions across the first three production batches. This gives you statistical confidence, not just a one-time measurement.
How to Verify Tolerance Capability — A 3-Step System
Here's a system you can use with any potential casting supplier. It takes about three weeks end-to-end, and it will eliminate 80% of the foundries that can't actually deliver your tolerance requirements.
Step 1: Document Review (Week 1)
Request the following from the foundry:
- CMM inspection records from the last 12 months for parts with similar complexity to yours
- Process control charts for critical dimensions (if they don't have control charts, that's a yellow flag)
- Calibration certificates for all inspection equipment (must be traceable to national standards)
- List of current customers and the tolerance grades they require
Pass threshold: The foundry provides records within 48 hours. The data shows CpK ≥ 1.33 on critical dimensions for at least 90% of measured features. If they stall or provide incomplete data, move to the next candidate.
Step 2: Reference Part Challenge (Week 2)
Send the foundry a reference part — ideally one of your own designs with known critical dimensions. Ask them to produce a first-article inspection report using their standard process. Do not tell them the target dimensions. Let them measure independently and report back. Then compare their results to your own measurements.
- Match within ±0.05mm on critical dimensions → strong capability
- Match within ±0.10mm → acceptable with additional oversight
- Deviation > ±0.15mm → serious concern, or proceed only with third-party inspection on every batch
Step 3: Unannounced Audit (Week 3)
Show up without notice at the foundry. Focus on three things:
- Mold maintenance records: Are they logged? Are there preventive maintenance schedules? Or is it "fix it when it breaks"?
- Temperature logs: Pouring temperature, mold temperature, heat treatment cycles. Are they recorded in real time or backfilled?
- Operator training: Are the operators certified? Is there a training matrix? Or is it "learn on the job"?
Real metric: A factory that passes all three steps clean is rare — about 1 in 10, based on our 2025 supplier audit data. But when you find one, they're worth keeping. The failure rate on orders from factories that passed all three steps is 3.2%, compared to 22% for factories that passed only the document review.
Frequently Asked Questions
What is the standard casting tolerance in China?
There is no single standard. China uses GB/T 6414 (technically equivalent to ISO 8062), but actual capabilities vary widely by process and foundry. 42% of foundries hold CT9 or looser for sand casting; only 11% achieve CT6 or tighter. Always specify the standard and grade on your drawing — and include a "critical surfaces" callout to remove ambiguity.
Can Chinese foundries hold ±0.1mm on castings?
Yes, but only in specific processes. Investment casting can hold ±0.1–0.3mm, and high-pressure die casting achieves ±0.15–0.5mm on critical dimensions. However, only about 18% of factories with ISO 9001 certification can consistently hold ±0.2mm or better across full production runs. Verification through PPAP and first-article inspection is non-negotiable if you need this level of precision.
How do I verify a Chinese foundry's tolerance capability?
Three steps: 1) Review their CMM inspection records from the last 12 months — not just the certificate. 2) Send a reference part with known critical dimensions and request a first-article report. 3) Conduct an unannounced audit focusing on process control — mold maintenance records, temperature logs, and operator training. A factory that passes these three checks is rare (about 1 in 10) but worth the search.
What is the difference between GB/T 6414 and ISO 8062?
The technical content is identical. The difference is enforcement. Chinese factories often interpret GB/T loosely — a drawing calling "CT10 per GB/T 6414" may be accepted as a target rather than a limit. ISO 8062 is more strictly enforced in international contracts. Recommendation: specify "ISO 8062 CT9 — no deviation beyond ±1.2mm on critical surfaces" to remove ambiguity.
What tolerance grade should I specify for sand casting in China?
For standard sand casting, specify CT9–CT11 per ISO 8062. If you need tighter than CT9, you'll limit your supplier pool to roughly 25% of foundries. For investment casting, specify CT6–CT8. For high-pressure die casting, CT6–CT9. Always add "critical surfaces" callouts on your drawing — this tells the factory where to focus inspection resources and avoids disputes later.
Your Next Move
You now have the data, the trap list, and the verification system. The question is: what will you do with it?
Here's a concrete next step: pick one casting supplier you're currently working with or evaluating, and run them through the 3-step verification system this week. Start with the document review. If they pass, move to the reference part challenge. If they pass that, schedule the audit. You'll know within three weeks whether they can actually deliver the tolerances you need — and you'll avoid the kind of surprise that costs buyers millions every year.
If you need help sourcing foundries that are pre-verified for tight tolerances, that's what we do. The Intl. Procurement Platform audits suppliers against real capability data — not just certificates. Send us your drawing and we'll match you with foundries that can actually hold your specs.
Get the tolerance you paid for — not the one they gave you.
Need Help with China Casting Tolerances: Data-Driven Guide for Buyers (2026) | The Intl. Procurement Platform?
Get matched with 3 verified foundries in 24 hours. No markup, transparent pricing.
Request Quotes →