
How to Choose the Right Casting Process Without Getting Burned (2026 Guide)
You've got a part design, a production target, and a tight timeline. One wrong process decision and you're looking at 8 extra weeks, a $47,000 tooling write-off, and parts that fail QC. This guide walks you through the decision tree—step by step—so you don't guess.
Here's the hard truth: there's no single "best" casting process. The right choice depends on your part geometry, annual volume, alloy, surface finish needs, and how fast you need production. And if you're sourcing from overseas foundries, the stakes are even higher—because the wrong process locks you into a supply chain you can't unwind.
Let's cut through the noise. Below is a four-step framework that procurement managers and engineers use to nail the casting process selection. You'll also get a real-world cost comparison, a vendor verification checklist, and the top five mistakes that burn budgets.
1. The Big Four: Sand, Investment, Die, and Lost Foam Casting
Before you can choose, you need to know what's on the table. Here's how the four main processes stack up across the dimensions that matter to buyers: cost, lead time, surface finish, tolerance, tooling investment, and design freedom.
Sand Casting
Best for: Low-volume runs (1–500 parts), large parts, ferrous metals, and prototypes.
- Tooling cost: $2,000–$8,000 (lowest entry barrier)
- Part cost: $3–$12/kg (volume-dependent)
- Surface finish: Ra 6.3–25 μm (roughest of the four)
- Tolerances: ±0.5–2.0 mm (widest)
- Lead time: 4–8 weeks (tooling not included)
- Design freedom: High—complex geometries, deep cavities, large parts up to several tons
- Metals: Steel, iron, aluminum, bronze, magnesium
The trade-off: You get low tooling cost and high flexibility, but you'll pay for secondary machining if you need tight tolerances or a smooth surface. For low-volume industrial parts (pump housings, valve bodies, machine frames), sand casting is hard to beat.
Investment Casting (Lost Wax)
Best for: Medium-volume runs (50–5,000 parts), complex geometries, high surface quality, and non-ferrous metals.
- Tooling cost: $3,000–$15,000 (moderate)
- Part cost: $8–$25/kg (higher per-part cost)
- Surface finish: Ra 1.6–6.3 μm (smooth)
- Tolerances: ±0.1–0.5 mm (tight)
- Lead time: 6–12 weeks (process is slower)
- Design freedom: Very high—complex internal cavities, thin walls, near-net shape
- Metals: Stainless steel, carbon steel, aluminum, bronze, cobalt alloys, titanium
The trade-off: Higher per-part cost and longer lead time, but you get excellent surface finish and tight tolerances that often eliminate secondary machining. Ideal for aerospace brackets, medical implants, and hardware where dimensional accuracy is critical.
Die Casting (High-Pressure)
Best for: High-volume runs (5,000+ parts per year), small-to-medium parts, aluminum and zinc alloys.
- Tooling cost: $10,000–$80,000+ (highest entry barrier)
- Part cost: $1–$5/kg (lowest per-part cost at scale)
- Surface finish: Ra 0.8–3.2 μm (best of all processes)
- Tolerances: ±0.05–0.2 mm (tightest)
- Lead time: 8–16 weeks (includes tooling development)
- Design freedom: Limited—parts must have draft angles, uniform wall thickness, no deep internal cavities
- Metals: Aluminum, zinc, magnesium, copper (limited)
The trade-off: High tooling cost is amortized over large volumes. The per-part cost is the lowest of any process at scale. But you can't use die casting for steel or iron parts, and design constraints are real. Ideal for automotive housings, power tool casings, LED heat sinks, and consumer appliance parts.
Lost Foam Casting
Best for: Medium-to-high volume runs (100–10,000 parts), complex geometries with no draft angle, ferrous and non-ferrous metals.
- Tooling cost: $5,000–$20,000 (moderate)
- Part cost: $5–$15/kg (moderate)
- Surface finish: Ra 3.2–12.5 μm (moderate)
- Tolerances: ±0.2–1.0 mm (good)
- Lead time: 6–10 weeks (tooling + production)
- Design freedom: Excellent—no draft required, complex internal geometries, large thin-walled sections
- Metals: Steel, iron, aluminum, bronze
The trade-off: Lost foam offers unique design freedom (no draft angle needed, complex internal cavities), but the foam pattern adds cost and the surface finish is not as good as investment casting. It's a great middle-ground option for parts like engine blocks, pump impellers, and valve bodies that are too complex for sand casting but don't need the surface finish of investment casting.
2. The 5-Factor Decision Framework
You don't choose a casting process by gut feel. You run a weighted decision matrix. Here are the five factors you need to evaluate, in order of priority for most procurement projects.
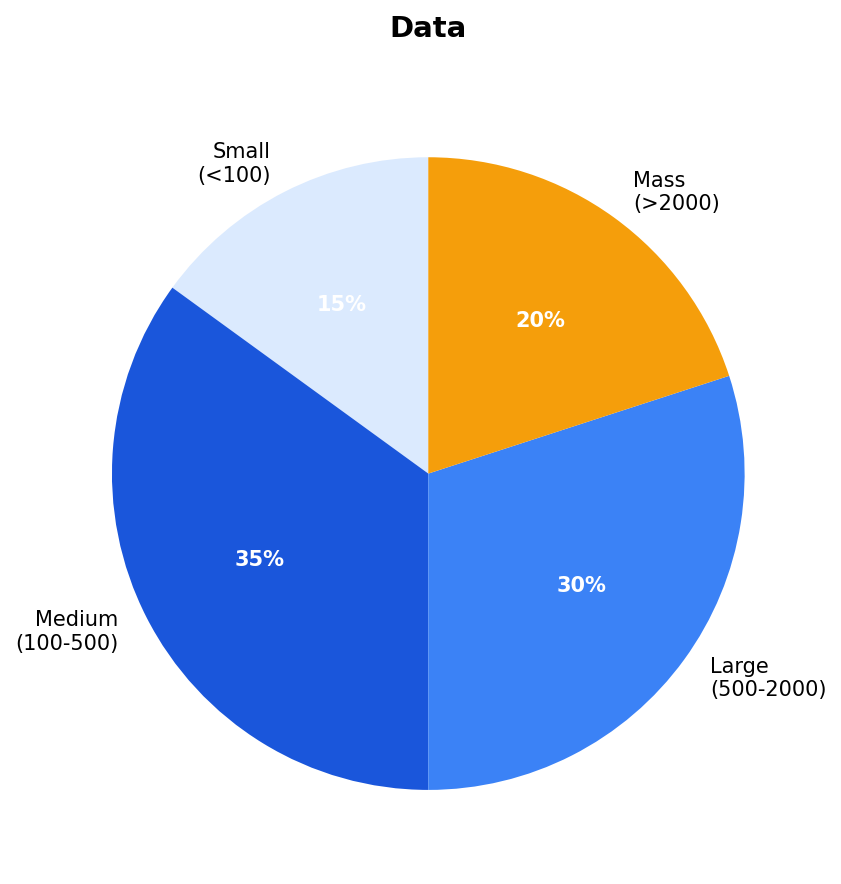
Factor 1: Annual Volume
This is the biggest lever. Use this rule of thumb:
- 1–500 parts/year: Sand casting. Tooling cost is too high for any other process at this volume.
- 500–5,000 parts/year: Investment casting or lost foam. Tooling amortization works at this volume, and you get better quality than sand.
- 5,000+ parts/year: Die casting. The high tooling cost pays for itself through the lowest per-part cost.
Real-world example: A buyer for a German pump manufacturer needed 3,500 impellers per year. They went with investment casting (not die casting) because the tooling cost was $8,000 vs $42,000, and the per-part cost was only $0.70 more. Total annual cost savings: $26,000.
Factor 2: Alloy Compatibility
Not all processes work with all metals. This is a hard constraint—not a preference.
- Steel and iron: Sand casting, investment casting, lost foam. Die casting cannot handle steel or iron.
- Aluminum: All four processes work. Die casting is most cost-effective at high volume.
- Stainless steel: Investment casting is the standard. Sand casting works but with worse surface finish.
- Bronze and brass: Sand casting is most common. Investment casting works well for complex geometries.
- Titanium and cobalt alloys: Investment casting is the only viable option.
If your part needs to be steel or stainless steel, you're down to three choices immediately. That simplifies the decision tree.
Factor 3: Part Complexity & Design Features
Some parts are born for sand casting (simple, chunky). Others demand investment casting (thin walls, intricate internal passages).
- Simple geometries (blocky, uniform wall thickness, no undercuts): Sand casting or die casting (if high volume).
- Complex internal cavities (cooling channels, deep bores, intersecting passages): Investment casting or lost foam. Sand casting requires cores, which add cost and complexity.
- Thin walls (under 3 mm): Die casting or investment casting. Sand casting struggles with thin sections.
- No draft angle (zero-taper walls): Lost foam is the only process that naturally handles this.
- Large parts (over 50 kg): Sand casting is usually the only option.
Factor 4: Surface Finish & Tolerance Requirements
If your part goes into a visible assembly (consumer product, automotive exterior), surface finish matters. If it's a structural component inside a machine, it probably doesn't.
- Ra 0.8–3.2 μm (mirror-like): Die casting only.
- Ra 1.6–6.3 μm (smooth): Investment casting.
- Ra 3.2–12.5 μm (moderate): Lost foam.
- Ra 6.3–25 μm (rough): Sand casting.
If your tolerance requirement is ±0.1 mm or tighter, you're looking at die casting or investment casting. Sand casting typically gives ±0.5 mm at best.
Factor 5: Lead Time & Speed to Market
When you're in a hurry, tooling lead time is the bottleneck.
- Fastest tooling (4–6 weeks): Sand casting. Patterns made from wood or resin.
- Moderate tooling (6–8 weeks): Investment casting and lost foam.
- Slowest tooling (8–16 weeks): Die casting. Steel molds take time to machine and validate.
Pro tip: If you're sourcing from Asia, add 2–4 weeks for first-article inspection and shipping. Don't let a foundry promise "4 weeks" and then deliver in 12. Always build a buffer.
3. Real-World Cost Comparison: A Case Study
Let's make this concrete. Imagine you're sourcing a ductile iron valve body (10 kg, moderate complexity, annual volume 750 pieces). Here's how the numbers shake out across the four viable processes.
| Process | Tooling Cost | Per-Part Cost | Annual Volume | Total Year 1 Cost |
|---|---|---|---|---|
| Sand casting | $4,500 | $42.50 | 750 | $36,375 |
| Investment casting | $9,800 | $51.20 | 750 | $48,200 |
| Lost foam | $12,500 | $54.00 | 750 | $53,000 |
| Die casting | Not feasible for ductile iron | |||
At 750 parts per year, sand casting saves you $11,825 in Year 1 compared to investment casting. But here's the twist: if your design demands ±0.2 mm tolerance on the bore, sand casting can't hold that without secondary machining. That adds $4.50 per part, bringing the sand casting total to $39,750. Now the gap shrinks to $8,450. Is tight tolerance worth the premium? That's your call.
The lesson: Don't compare processes in a vacuum. Map your specific requirements to the cost model. A spreadsheet with your actual numbers beats any rule of thumb.
4. Five Mistakes That Burn Budgets
After watching 200+ casting sourcing projects, here are the patterns that cause the most pain. Avoid these and you're already ahead of 80% of buyers.
Mistake #1: Choosing the process for the first year, not the fifth year
You need 200 parts this year, but the product roadmap shows 5,000/year by Year 3. If you go with sand casting for the low entry cost, you'll re-tool in 18 months. That's $4,500 down the drain plus 8 weeks of downtime. Instead, start with investment casting or lost foam—the tooling scales better.
Mistake #2: Ignoring the supplier's process specialization
A foundry that does sand casting won't necessarily do good investment casting. The equipment, skill sets, and QC processes are different. When you ask a foundry "Can you do investment casting?" they'll often say yes even if they're sand specialists. Verify by asking about their primary process, equipment list, and the last investment casting project they delivered.
Mistake #3: Not factoring in secondary operations
You chose sand casting to save $12,000 on tooling. But the casting comes out with a 6.3 μm surface finish and ±1.0 mm tolerance. Your design calls for Ra 1.6 and ±0.2 mm on three critical surfaces. The machining alone adds $8.50 per part. Suddenly the "cheap" process costs more than investment casting. Always get a quote that includes the as-cast condition AND the cost to bring it to print.
Mistake #4: Over-specifying surface finish
Ra 0.8 μm sounds nice. But if your part is inside a hydraulic valve body where nothing is visible, that surface finish buys you nothing. You're paying a premium for die casting when sand casting with a simple core would work. Match the surface finish requirement to the functional need, not the aesthetic ideal.
Mistake #5: Underestimating first-article inspection lead time
You plan 8 weeks for production, but you didn't account for first-article inspection (FAI). That report takes 2–3 weeks to generate, review, and get approved. If the foundry sends the FAI report at the same time as the shipment, you can't reject non-conforming parts until they've already shipped. Insist on FAI approval before production ships. Put it in the contract.
5. Vendor Verification Checklist: 7 Things to Check Before You Sign
You've chosen the process. Now you need a foundry that can actually deliver. Here's the checklist we give every client before they sign a purchase order with a new casting supplier.

- Process FMEA and Control Plan. Ask for these documents. If they can't provide them, they don't have a mature quality system. Walk away.
- Equipment list. What's the age and condition of their molding lines, melting furnaces, and inspection CMMs? A foundry with 1980s equipment can still produce good parts, but you need to see their calibration records.
- First-Article Inspection (FAI) capability. Do they have an in-house CMM and spectrograph? Or do they outsource inspection? In-house gives you faster turnaround and better process control.
- Customer references with similar parts. Don't accept generic references. Ask for "a part made in ductile iron, 5–15 kg, with similar complexity to ours." If they can't provide one, they're learning on your dime.
- Quality certifications. ISO 9001 is the baseline. IATF 16949 (automotive), AS9100D (aerospace), or ISO 13485 (medical) are required for those industries. Don't accept "we're working on it."
- On-site audit or third-party inspection. You or your sourcing agent should visit the foundry. Check housekeeping, equipment maintenance logs, and worker safety. A dirty foundry produces dirty castings.
- Shipping and logistics track record. Ask about their on-time delivery rate for the past 12 months. If it's below 90%, you need to build in a buffer or find another supplier.
6. A Note on Regional Sourcing
Where you source matters for casting process selection. Here's what we've seen across the major markets.
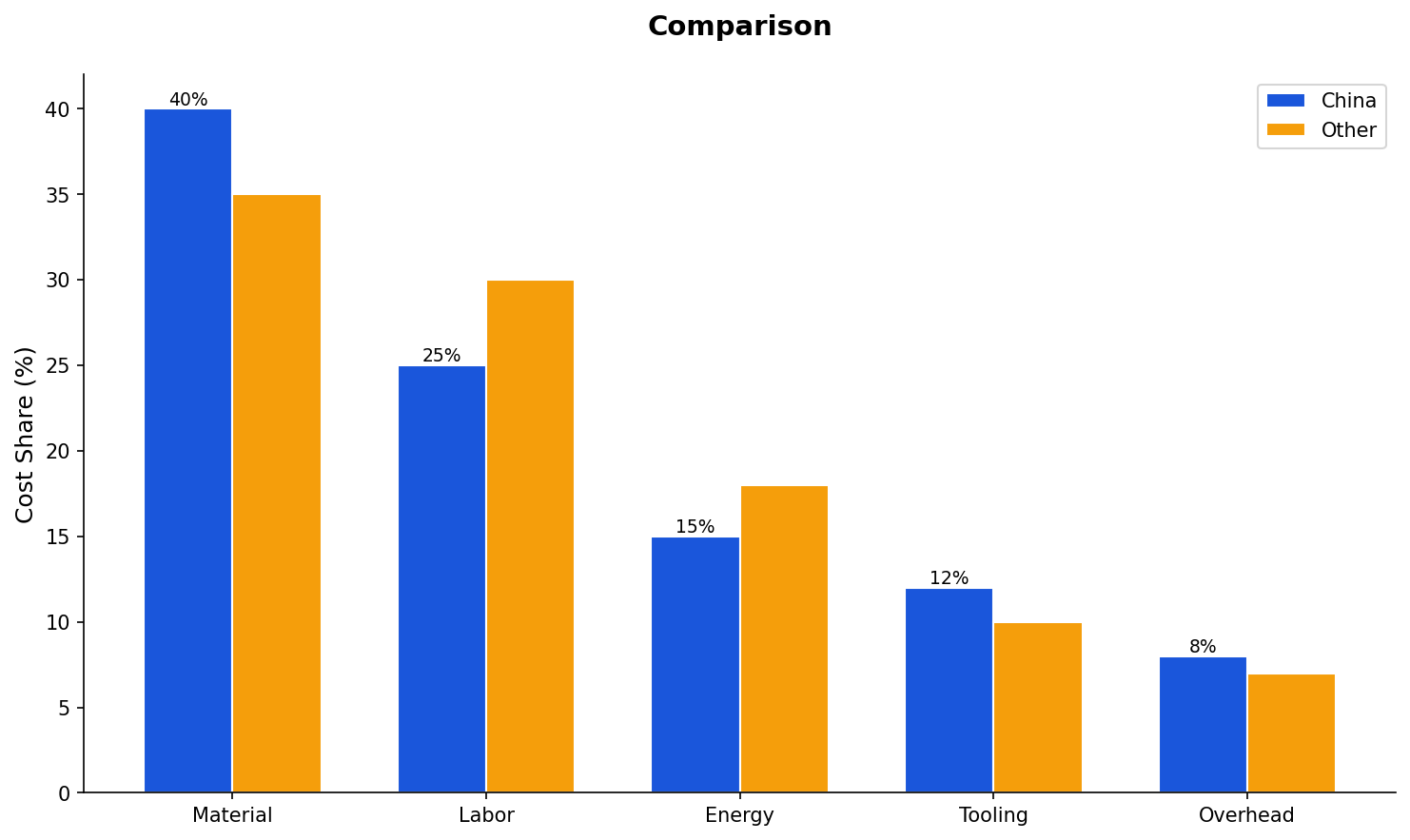
China (Jiangsu, Zhejiang, Guangdong): More than 1,200 ISO-certified foundries. Sand casting and investment casting are widely available. Die casting is concentrated in Guangdong. Costs are 40–60% lower than Western Europe. The challenge is communication and quality consistency—use a third-party inspection service for the first three shipments.
India (Gujarat, Maharashtra, Coimbatore): Strong in sand casting and investment casting for steel and stainless steel. Die casting is less mature. Costs are 30–50% lower than Western Europe. Lead times can be longer due to port congestion. Best for ferrous parts.
Vietnam (HCMC, Binh Duong): Emerging hub for die casting (aluminum and zinc). Sand casting capacity is growing. Costs are 35–55% lower than Western Europe. Good option for high-volume aluminum die casting with shorter shipping times to the US.
Western Europe (Germany, Italy, Austria): Premium pricing but high quality and advanced process control. Best for complex investment casting and high-spec die casting. Lead times are reliable. If quality risk is your biggest concern, this is the safe bet.
7. Quick-Reference Selection Flowchart
Here's a simplified decision tree you can print and pin to your wall. For most sourcing projects, these questions get you to the right process in under 5 minutes.
- What's your annual volume?
- < 500 → Sand casting
- 500–5,000 → Investment casting or lost foam
- > 5,000 → Die casting (if alloy permits)
- What's your alloy?
- Steel/iron/stainless → Sand, investment, or lost foam (not die casting)
- Aluminum/zinc/magnesium → Any process works. Volume decides.
- Titanium/cobalt → Investment casting only
- What's your surface finish requirement?
- Ra < 3.2 μm → Die casting or investment casting
- Ra 3.2–12.5 μm → Lost foam or investment casting
- Ra > 12.5 μm → Sand casting
- What's your lead time?
- < 8 weeks to first delivery → Sand casting (fastest tooling)
- 8–12 weeks → Investment casting or lost foam
- > 12 weeks → Any process, but die casting needs the longest tooling time
Follow these four questions and you'll land on the right process 90% of the time. The remaining 10% are edge cases where you need a deeper engineering review—or a hybrid approach (e.g., sand casting with investment casting for critical features).
8. Next Steps: From Selection to Shipment
You've picked your process. Now the real work begins. Here's what to do next.
- Document your requirements in a clear RFQ: volume, alloy, tolerance, surface finish, inspection requirements, and delivery timeline.
- Send the RFQ to 3–5 qualified foundries in your target region. Ask for process-specific quotes (don't let them pivot to a different process after winning the business).
- Review quotes against the checklist in Section 5. Rank them on capability, not just price.
- Arrange an on-site audit or third-party inspection for the top 2 candidates. Don't skip this step—it's where 70% of quality problems get caught.
- Negotiate terms including FAI approval before shipment, quality guarantees, and a clear liability clause for non-conforming parts.
- Place a pilot order for 10–20 parts before committing to full production. Validate the process, the inspection, and the communication workflow.
One last thing: The best casting process is the one your foundry has proven experience with—not the one that looks best on paper. A mediocre process executed by a great foundry beats a perfect process executed by a mediocre foundry. Every time.
Need help qualifying foundries or reviewing quotes? Our team of sourcing engineers works with buyers like you to de-risk the casting supply chain. Start a conversation. No pressure. Just straight answers.
Frequently Asked Questions
What is the cheapest casting process for low-volume parts?
Sand casting is typically the most cost-effective for low-volume production (1–500 parts). Tooling costs run $2,000–$8,000, making it ideal for prototypes and small runs. The per-part cost is higher than high-volume processes, but you're not paying for expensive tooling that sits idle.
Which casting process gives the best surface finish?
Die casting delivers the best surface finish (Ra 0.8–3.2 μm) and tightest tolerances (±0.05–0.2 mm). Investment casting is a close second, with Ra 1.6–6.3 μm. If surface finish is your top priority and you have the volume for die casting, that's your answer.
Can you use die casting for steel parts?
No, traditional die casting is limited to low-melting-point metals like aluminum, zinc, and magnesium. For steel parts, use investment casting or sand casting. There are specialized processes like "steel die casting" but they are rare and expensive—not suitable for most commercial projects.
How do I verify a casting supplier's process capabilities?
Request their process FMEA, control plan, and first-article inspection report. Visit the foundry to see their equipment lineup. Ask for customer references with parts similar to yours. And use a third-party inspection agency for the first three shipments to validate quality claims.
What is the typical lead time for a casting order?
Lead times vary by process: sand casting 4–8 weeks, investment casting 6–12 weeks, die casting 8–16 weeks (includes tooling), lost foam 6–10 weeks. Tooling development adds 4–8 weeks upfront. Always add 2–4 weeks for first-article inspection and shipping.
Which casting process is best for large parts?
Sand casting is the standard for large parts (50 kg to several tons). It has no practical size limit and can produce parts like engine blocks, pump housings, and machine frames. Die casting and investment casting are not suitable for large parts due to tooling and equipment constraints.
Is lost foam casting better than investment casting?
It depends on your part. Lost foam allows zero draft angle and complex internal cavities without cores, but surface finish is rougher (Ra 3.2–12.5 μm vs 1.6–6.3 μm for investment casting). Lost foam is better for parts with no taper requirement; investment casting is better for tight tolerances and smooth surfaces.
Need Help with How to Choose the Right Casting Process Without Getting Burned (2026 Guide)?
Get matched with 3 verified foundries in 24 hours. No markup, transparent pricing.
Request Quotes →