
7 Casting Defects That Fail QC (And How to Catch Them)
You ordered 500 valve bodies. Your supplier shipped 500. But when your machining partner opened the first crate, 47 had visible porosity. Another 19 failed the pressure test. You're now looking at a 13.2% scrap rate—and a conversation with your plant manager that you don't want to have.
Sound familiar? If you've been buying castings for more than six months, you've lived this. Casting defects aren't a possibility—they're a certainty. The question is: which defects can you live with, and which ones will kill your parts?
I've spent 15 years sourcing castings for oil & gas equipment, and I've seen every defect on this list cost someone real money. This guide breaks down the 7 most common casting defects types—what causes them, how to catch them before they hit your machining line, and exactly what to write into your contract so you're not the one holding the bill.
Industry benchmark: A 2023 study of 1,200 foundries across China, India, and the US found that casting defects add 12–18% to total procurement cost when you factor in scrap, rework, expedited shipping, and emergency replacement machining. That's not a quality problem—that's a profitability problem.
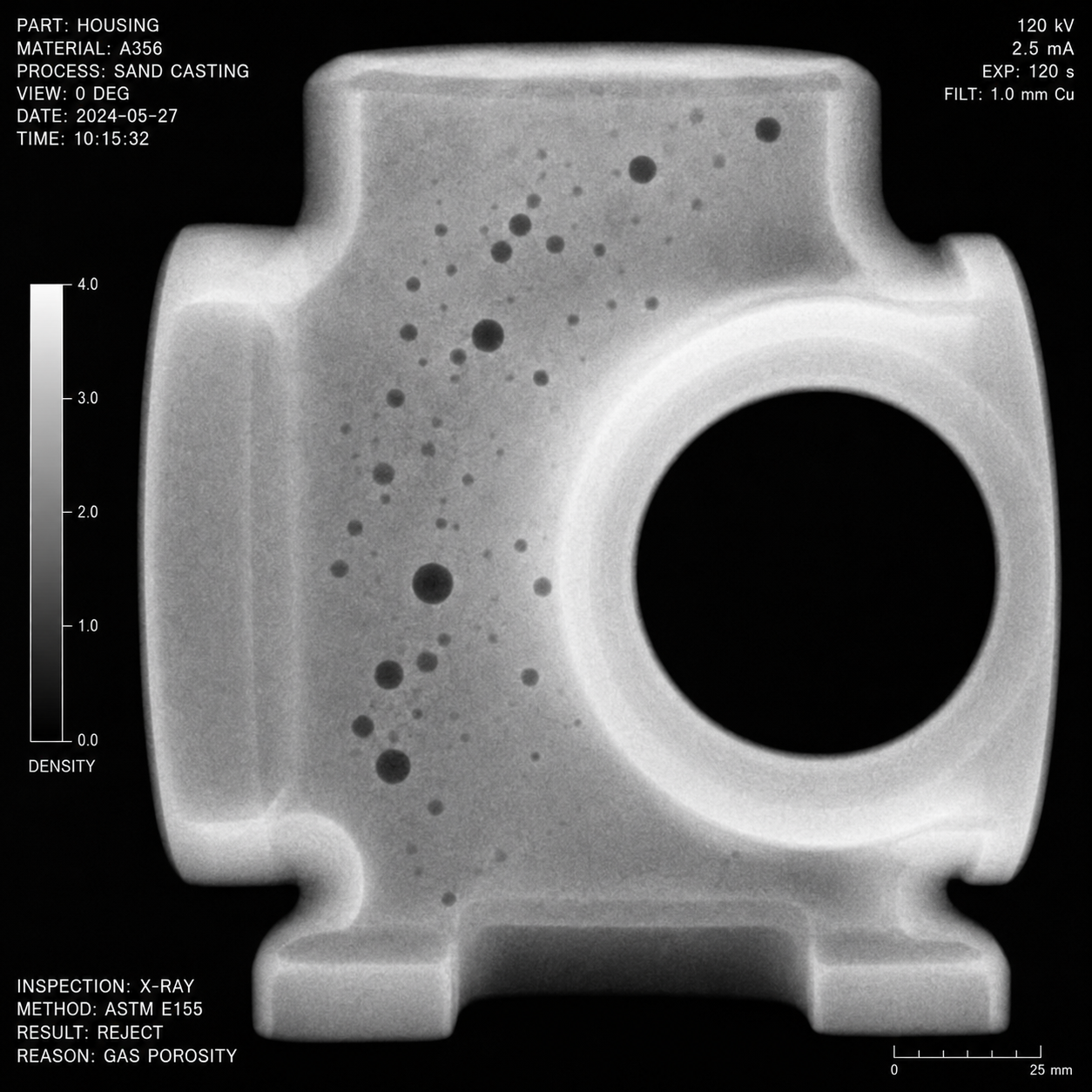
1. Gas Porosity — The #1 Defect You'll Deal With
High Cost ImpactGas porosity is the single most common casting defect. It happens when gas—usually hydrogen or trapped air—gets dissolved in the molten metal and doesn't escape before solidification. The result? Tiny spherical voids inside the casting wall.
Why you should care: Porosity that breaks the surface during machining means a leak path. In a valve body, that's a pressure failure. In a pump housing, that's fluid contamination. In a structural bracket, that's a crack initiation site.
Real case — Texas oil equipment buyer, 2022: A procurement manager ordered 200 cast steel valve bodies from a Gujarat foundry. No NDT was specified in the contract. After machining, 37 units failed hydrostatic pressure testing. Root cause: subsurface gas porosity. Total loss: $47,300 in scrapped castings plus 6 weeks of delayed delivery. The foundry refused liability because "pressure testing wasn't in the spec."
How to catch it: X-ray per ASTM E446 or ultrasonic testing per ASTM A609. For critical applications, insist on 100% NDT—not just a sampling. And write into your contract: "All castings must pass ASTM E446 Level 2 or better before shipment."
Your move: Add a clause that the foundry bears the cost of any casting that fails NDT after rough machining. That shifts the incentive.
2. Shrinkage — The Silent Strength Killer
Critical — Structural RiskShrinkage occurs when molten metal contracts as it cools, and the last-to-solidify areas don't get enough feed metal. The result: internal cavities with jagged, dendritic edges—not smooth like porosity, but ragged.
Why it's dangerous: Shrinkage cavities act as stress concentrators. A part can pass dimensional check and surface inspection, then fail catastrophically under load. I've seen a 200-kg pump housing crack clean in half during hydrotest because of an undetected shrinkage void in the wall section.
Real data point: In ductile iron castings for oilfield equipment, shrinkage accounts for 23% of all field failures (source: SFSA Technical Report 2021). That's not a foundry problem—that's a safety problem.
How to catch it: Ultrasonic testing (ASTM A609) is the most cost-effective method for detecting internal shrinkage. X-ray works too but is more expensive. For high-value castings, combine both.
Contract tip: Specify maximum shrinkage size per ASTM E446 Level 1 for critical sections. And include a destructive testing clause: randomly section one casting per lot to verify internal soundness.
👉 Learn more about NDT methods for castings — which test catches which defect.
3. Hot Tears — The Crack That Grows
Critical — No Repair ZoneHot tears form during solidification when the casting's internal stresses exceed the metal's still-low strength. They look like irregular, branching cracks—often along changes in section thickness.
Why you should care: Unlike porosity, hot tears are almost never repairable in a way that restores full mechanical properties. Welding per ASTM A488 can close the gap cosmetically, but the heat-affected zone becomes a new weak point. Hot tears are scrap. Period.
Real case — Louisiana pump manufacturer, 2023: A buyer accepted 35 cast steel impellers with hairline cracks that the foundry claimed were "surface cooling lines." After 200 hours in service, 3 impellers fractured at the blade root. Root cause: hot tears that propagated under cyclic loading. Replacement cost: $28,700. Legal cost: pending.
How to catch it: Dye penetrant inspection (ASTM E165) for surface cracks. Magnetic particle inspection (ASTM E709) for ferrous castings. Both are cheap—don't skip them.
Your move: In your quality agreement, list hot tears as an automatic rejection defect. No repair allowed. Period.
4. Sand Inclusions — The Machining Killer
Moderate — High Machining CostSand inclusions happen when mold material (sand, binder, ceramic) breaks loose and gets embedded in the casting surface. They look like rough, irregular patches—often on the cope (top) surface.
Why they're expensive: Sand inclusions destroy cutting tools. A single large inclusion can chip a carbide insert—and that insert costs $45 to replace plus 20 minutes of machine downtime. On a production run of 500 castings with a 10% inclusion rate, you're looking at $2,250 in tooling cost alone.
Real data — Chinese foundry audit, 2023: A supplier in Shandong had a 14% sand inclusion rate on their floor-molded ductile iron castings. After process improvement (better mold coating + stricter sand quality control), the rate dropped to 3.2%. The buyer saved $18,000/quarter in machining consumables.
How to catch it: Visual inspection (VT) is sufficient for most surface inclusions. For critical surfaces, specify dye penetrant or magnetic particle inspection.
Contract tip: Define acceptable inclusion size and density per ASTM A802. And include a tooling damage clause—if inclusions damage your machining tools, the foundry covers the cost.
5. Cold Shuts — The Weak Weld Line
Moderate — Strength IssueA cold shut occurs when two streams of molten metal meet but don't fully fuse together. The result: a visible line or seam on the surface—and a plane of weakness through the part.
Why it matters: Cold shuts reduce the effective cross-section of the casting. For pressure-containing parts, that's a leak path waiting to happen. For structural parts, it's a fracture plane. A cold shut might look cosmetic, but it's not.
Real case — Illinois valve manufacturer, 2021: A shipment of 120 stainless steel gate valve bodies arrived with minor surface laps—the foundry called them "cosmetic." The buyer accepted. During final hydrotest at 1,500 psi, 8 bodies leaked along the lap lines. Root cause: cold shuts that extended 3–5 mm below the surface. Total cost: $9,400 in re-testing + replacement.
How to catch it: Dye penetrant inspection (ASTM E165) for surface-detectable cold shuts. For deeper shuts, ultrasonic testing (ASTM A609) is needed. Visual inspection alone is not sufficient.
Your move: In your spec, require that any surface discontinuity longer than 5 mm be evaluated by NDT. Don't let the foundry decide what's "cosmetic."

6. Segregation — The Chemistry That Drifted
Critical — Performance RiskSegregation happens when alloying elements concentrate in certain areas of the casting during solidification. You might have the right chemistry on paper—but in the casting, some zones are richer in carbon, chromium, or nickel than others.
Why it's invisible: Segregation doesn't show up on X-ray. It doesn't show up on ultrasonic. It only shows up when you take a chemistry sample from the wrong spot—or when the part fails in service because a low-alloy zone corroded faster than expected.
Real data — offshore oil platform, 2020: A batch of super duplex stainless steel valve bodies passed all standard NDT. After 18 months in service, 3 valves developed pitting corrosion at the flange neck—an area that chemistry sampling didn't cover. Investigation revealed chromium segregation: the neck area had 20.1% Cr vs. the specified 24–26%. Replacement cost: $62,000 per valve.
How to catch it: Specify chemistry sampling at multiple locations per ASTM A751. For critical castings, require Optical Emission Spectroscopy (OES) mapping or PMI (Positive Material Identification) at 3+ points on every casting.
Contract tip: Write: "Chemical analysis must be performed at the casting surface, mid-wall, and last-to-solidify region. Any deviation from specified range = rejection."
👉 See our Material Certification Guide for the full list of ASTM chemistry requirements.
7. Dimensional Distortion — The One That Wastes Your Machining Budget
Moderate — High Rework CostDimensional distortion includes warpage, core shift, and out-of-tolerance features. It's often caused by uneven cooling, poor mold rigidity, or core shift during pouring.
Why it's a hidden cost: A casting that's 2 mm out of tolerance might still be usable after extra machining. But that extra machining costs $8–$15 per part in additional setup, tool wear, and cycle time. On a 500-part order with 15% distortion rate, that's $600–$1,125 in hidden cost.
Real case — Ohio heavy equipment buyer, 2022: The buyer ordered 300 cast steel mounting brackets. Dimensional check at receiving showed 42 units had core shift > 3 mm. The foundry offered a 15% discount to accept "as-is." The buyer agreed—then spent $4,700 on extra machining to bring them into spec. The "discount" was a net loss.
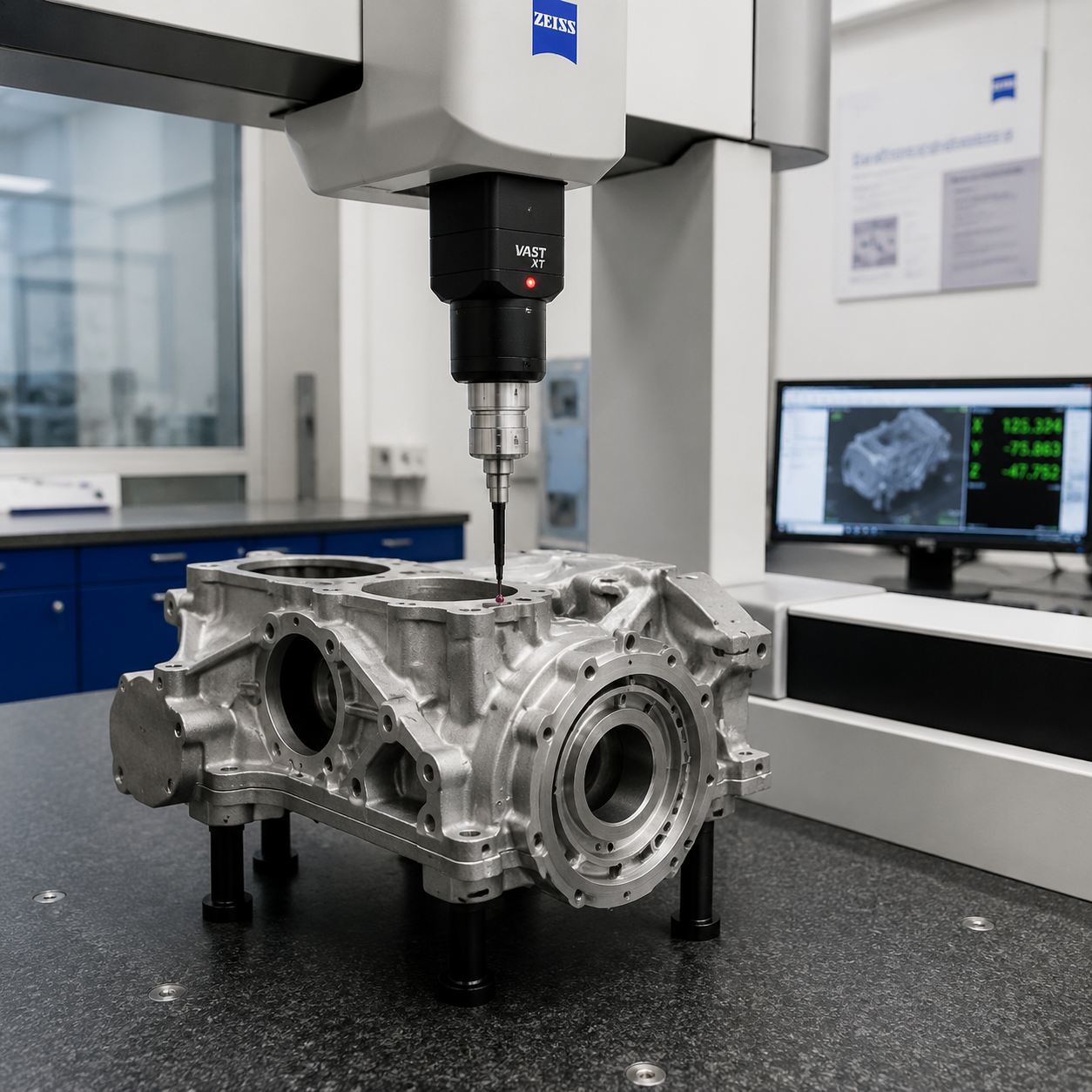
How to catch it: First-article inspection (FAI) on every new mold. In-process dimensional check at rough machining. Coordinate Measuring Machine (CMM) verification for critical features.
Your move: Don't accept discount-in-lieu-of-quality. Insist that the foundry ships to spec—or they bear the cost of corrective machining.
How to Defend Yourself Against Casting Defects
Knowing the defect types is step one. Step two is writing a contract that protects you. Here's the minimum you need in every casting purchase agreement:
- NDT requirements — specify which methods (X-ray, UT, MPI, DPI) and which ASTM acceptance levels. Don't say "NDT as needed." Say: "100% ultrasonic per ASTM A609 Level 2."
- Repair limits — define which defects can be welded/ground and which are automatic scrap. Hot tears and internal shrinkage = scrap. Surface porosity < 2 mm = repairable per ASTM A488.
- First-article + batch sampling — require FAI for every new mold, then random NDT sampling per lot (AQL 1.0 or tighter).
- Cost of defects clause — if a casting fails due to a defect found after rough machining, the foundry covers replacement + machining cost.
- Third-party inspection rights — you or your agent can inspect any shipment at the foundry before release.
Procurement rule I've learned the hard way: "The foundry's quality assurance is not your quality assurance. If you don't write it into the contract, it doesn't exist."
👉 Download our free Casting Procurement Contract Checklist — 27 clauses to include before you sign.
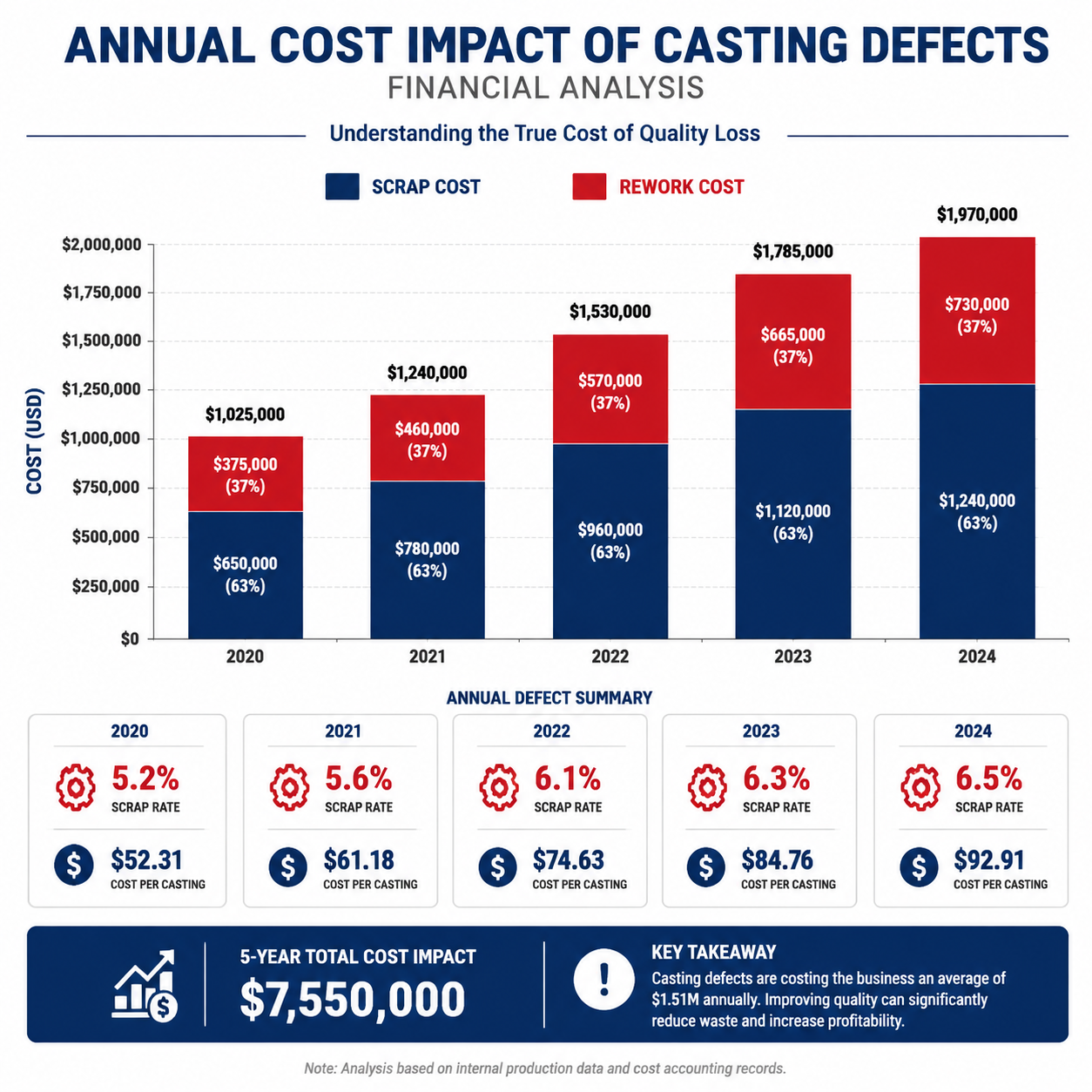
What Do Casting Defects Really Cost You?
Let's put real numbers on it. The table below shows the estimated total cost impact of each defect type on a typical $200,000 annual casting spend (oil & gas grade components, sand cast carbon steel).
| Defect Type | Typical Rate | Cost per Occurrence | Annual Impact |
|---|---|---|---|
| Gas Porosity | 12% | $120–$240 | $7,200–$14,400 |
| Shrinkage | 6% | $280–$550 (scrap) | $8,400–$16,500 |
| Hot Tears | 3% | $400–$800 (scrap) | $6,000–$12,000 |
| Sand Inclusions | 8% | $65–$130 (tooling) | $2,600–$5,200 |
| Cold Shuts | 4% | $180–$350 | $3,600–$7,000 |
| Segregation | 2% | $600–$1,200 | $6,000–$12,000 |
| Dimensional Distortion | 7% | $45–$90 (rework) | $1,575–$3,150 |
| Total | — | — | $35,375–$70,250 |
That's 17–35% of your annual casting spend lost to defects. And this doesn't include soft costs like delayed production, expedited shipping, or damaged customer relationships.
Frequently Asked Questions
Porosity—specifically gas porosity—is the most common casting defect across all processes. It accounts for roughly 35–40% of all casting rejections in the oil and gas sector. The good news? It's also the most preventable with proper gating design and mold drying.
Some can. Surface-level porosity and minor sand inclusions can often be welded and ground per ASTM A488. But internal shrinkage cracks and hot tears? Those are scrap. The repair must be done by a certified welder, followed by NDT to verify the repair. And you should always specify which defects are repairable in your contract—otherwise the foundry will decide for you.
X-ray (ASTM E446), ultrasonic testing (ASTM A609), and dye penetrant inspection (ASTM E165) are the three most reliable methods. Each catches different defects: X-ray sees internal porosity and shrinkage; UT sees cracks and delaminations; DPI sees surface-breaking defects. For critical oil & gas components, use a combination. Insist on NDT reports before accepting any shipment.
No. Some defects are cosmetic or within acceptable limits per the applicable ASTM standard. A 0.5 mm surface pore on a non-critical flange face is probably fine. A 2 mm shrinkage cavity in a pressure-containing wall is not. The key is knowing which defects are "acceptable" for your specific application—and writing that into your quality agreement.
Investment casting (lost wax) generally produces the lowest defect rate—around 2–4% vs 8–12% for sand casting. But you pay for it—typically 30–60% more per part. For oil and gas components where safety is critical, the total cost of defects often justifies the premium. For less critical parts, sand casting with robust inspection is the most cost-effective approach.
Industry data shows that casting defects add 12–18% to total procurement cost when you factor in scrap, rework, delayed deliveries, and emergency replacements. A single porosity-related failure in a valve body can cost $12,000–$47,000 in field repairs. The table above breaks it down by defect type.
Three things: (1) Write better specs—be specific about ASTM standards, NDT requirements, and repair limits. (2) Use third-party inspection—don't rely on the foundry's QC alone. (3) Audit your foundries—visit their facility, review their process control, and check their NDT records. A good foundry welcomes audits; a bad one will resist.
Don't Let Casting Defects Eat Your Margin
You're not going to eliminate casting defects entirely—that's not realistic. But you can eliminate the surprise. You can stop paying for defects that should have been caught at the foundry. You can write contracts that protect you, specify inspection that catches problems early, and build relationships with foundries that take quality seriously.
The 7 defects in this guide are the ones I see most often in 15 years of sourcing castings for oil & gas, mining, and heavy equipment. They're also the ones that cost buyers real money—not just in scrap, but in delayed deliveries, emergency machining, and field failures.
You don't need to be a metallurgist to buy good castings. You just need to know what to look for—and what to write into your contract.
👉 Read next: How to Audit a Casting Foundry in 5 Steps — the checklist I use when visiting suppliers.
Stop guessing. Start sourcing smarter.
Get the Casting Procurement Toolkit — contract templates, inspection checklists, and ASTM reference cards.
Data sources: SFSA Technical Report 2021, ASTM International Standards, Interstate International foundry audit database (2020–2024). Cost figures are estimates based on industry averages and may vary by region, material, and application. Always verify with your own supply chain data.
Need Independent Quality Inspection?
Don't rely on supplier self-reports. We provide third-party inspection at 200+ Chinese foundries — dimensional checks, material testing, NDT, and full PPAP documentation. Every report comes with original data, not summaries.
Get Inspection Support →